مته و انواع ماشین مته (دستگاه دریل)

نیاز به اتصالات پیچی، پین های موقعیت دهنده، یاتاقان بندی، مسیرهای کابل و سیم و … باعث می شود قطعات صنعتی نیازمند سوراخ هایی با شکل ها و قطرهای متفاوت باشند. برای ایجاد سوراخ ها روش های گوناگونی وجود دارد بدینصورت که برای قطعات دوار ماشین تراشکاری و برای قطعات غیر دوار ماشین فرز قابل استفاده است، با این حال تجهیزات تخصصی برای سوراخکاری عرضه شده که با نام ماشین مته به فروش می رسند.
ماشین مته (دریل)
ماشین های مته وظیفه ی سوراخکاری قطعات به روش براده برداری و با استفاده از “مته” را بر عهده دارند و نوعی ماشین ابزار محسوب می شوند. اصول سوراخکاری در ماشین های مته، ثابت نگه داشتن قطعه کار و نفوذ ابزار (مته) به آن است، در این فرآیند مته چرخیده و بصورت خطی درون قطعه کار پیشروی می کند.
اصطلاح فارسی دریل همان ماشین مته است و برگرفته از واژه ی انگلیسی Drilling Machine می باشد.
اجزای اصلی ماشین های مته
تمامی دستگاه های مته شامل اجزایی مشابه هستند که بر اساس نوع عملکرد آن ها، بعضی اجزا سفارشی سازی شده یا تغییر کرده اند. اجزای مشترک تمامی ماشین های مته بدین شرح است :
سیستم محرکه ی دستگاه
این سیستم جهت تامین گشتاور محور مته (چرخش مته) مورد استفاده قرار میگیرد و شامل الکتروموتور و مکانیزم های انتقال قدرت است. سیستم های انتقال قدرت می توانند بر مبنای تسمه و پولی یا جعبه دنده باشند.
سیستم جعبه دنده با بهره گیری از چیدمان های مختلف قرارگیری چرخ دنده ها، می تواند تعداد سرعت های بیشتری را نسبت به تسمه و پولی پشتیبانی نماید. (۸ سرعته، ۱۲ سرعته، ۲۴ سرعته و …) تغییر سرعت چرخش محور دستگاه توسط اهرمی که در بدنه دستگاه تعبیه می شود قابل تنظیم است.
در مکانیزم تسمه و پولی، یک پولی روی محور الکتروموتور و پولی دیگر به محور اصلی دستگاه متصل است و قدرت موتور توسط تسمه به محور اصلی دستگاه منتقل می شود. هر یک از پولی ها دارای پله هایی با قطرهای متفاوت هستند که با قرارگیری تسمه روی هر یک از آن ها سرعت های مختلفی برای محور دستگاه تنظیم می شود.
اصولا در دستگاه های بزرگتر، که قدرت موتورالکتریکی در آن ها بیشتر است، از مکانیزم جعبه دنده استفاده می شود.
پایه
بخشی از ماشین مته است که ستون عمودی روی آن سوار می شود. جنس پایه معمولا از چدن ریخته گری است، هر چند برای دستگاه های کوچکتر ممکن است از پایه های فولادی استفاده شود.
در مته های دستی پایه وجود ندارد.
ستون
ستون بخش عمودی ماشین است که روی پایه قرارمیگیرد و میز و کلگی و سایر اجزای ماشین روی آن نصب می شوند.
در اغلب ماشین های صنعتی جنس ستون نیز مانند پایه از جنس چدن ریخته گری انتخاب می شود.
میز
روی ستون سوار شده است و روی آن شیارهای T شکلی قرار گرفته که برای گیره بندی قطعه کار مورد استفاده قرار می گیرند. ماشین های صنعتی بزرگ شامل دو میز متحرک و ثابت هستند که قطعات کوچکتر روی میز متحرک و قطعات بزرگتر روی میز ثابت گیره بندی می شوند.
سر دستگاه
این بخش متناسب با نوع دستگاه و کارکرد آن طرح های متفاوتی دارد. معمولا موتور الکتریکی ماشین مته در این قسمت قرار می گیرد.
محور اصلی
ابزار سوراخکاری (مته) روی محور اصلی دستگاه نصب می شود. در دستگاه های معمولی (رومیزی، ستونی) محور دستگاه در محلی ثابت و روی کلگی دستگاه سوار می شود. در دستگاه های رادیال محور روی سوپورتی قرار دارد که قابلیت دوران حول ستون ماشین و تنظیم در راستای شعاع آن را داراست.
محور مته درون غلافی قرار می گیرد که با کمک مکانیزم پینیون و شانه در راستای محور مته قابلیت حرکت دستی و خودکار (در بعضی دستگاه ها) دارد، همچنین بعضی محورها بصورت لغزشی امکان جابجایی افقی را دارا هستند.
جهت نصب مته روی محور از سه نظام (برای مته هایی با دنباله های استوانه ای و قطر کمتر ۱۴ میلیمتر) و کلاهک مخروطی (برای مته هایی با دنباله مخروطی و قطر بالای ۱۴ میلیمتر) استفاده می شود که در انتهای محور تعبیه شده است.
جنس محور فولادی است و سطح آن کاملا صیقل داده می شود.
انواع ماشین مته
رایج ترین ماشین های مته عبارتند از :
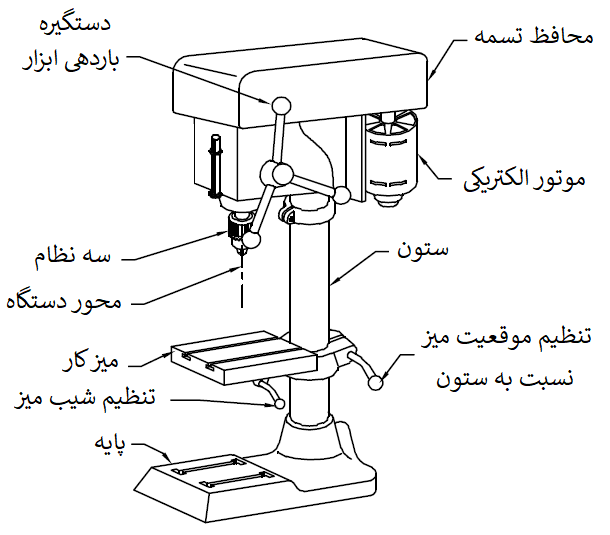
ماشین مته های رومیزی
این ماشین ها برای ماشینکاری سوراخ هایی تا قطر ۱۳ میلیمتر مورد استفاده قرار می گیرند. میز کار آن ها ثابت است و از سیستم انتقال قدرت تسمه و پولی استفاده مینمایند. قدرت الکتروموتور در این دستگاه ها کمتر از سایر ماشین های مته است و بیشتر برای سوراخکاری های سبک مورد استفاده قرار می گیرد.

معمولا از مکانیزم تسمه و پولی برای انتقال قدرت در ماشین مته های رومیزی استفاده می شود، همچنین برای جلوگیری از جابجایی دستگاه و کاهش لرزش آن، امکان پیچ کردن پایه روی میز کار در نظر گرفته شده است.
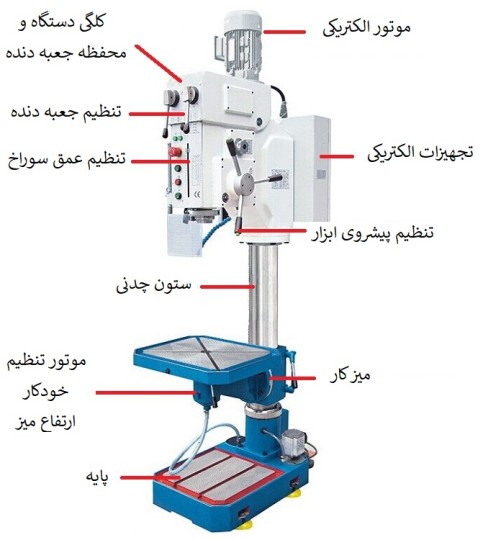
ماشین مته های ستونی
ماشین مته های ستونی ساختاری مشابه با ماشین های رومیزی دارند که برای کاربردهای صنعتی بهینه سازی شده اند. در این ماشین ها پایه ی دستگاه بر روی زمین قرار می گیرد و ستونی مستحکم و بلند اجزای دستگاه را نگهداری می کند. قدرت الکتروموتور در این دستگاه ها بیشتر از نمونه های رومیزی است و متناسب با قدرت آن از سیستم های جعبه دنده ای یا تسمه ای استفاده می شود.
اجزای دریل های ستونی
بر خلاف ماشین مته های رومیزی که تنها شامل یک میز ثابت هستند، ماشین مته های ستونی شامل یک میز متحرک و در انواع سنگین تر شامل دو میز ثابت و متحرک هستند که میز ثابت برای سوراخکاری قطعات بزرگ و سنگین، و میز متحرک برای سوراخکاری قطعات سبک مورد استفاده قرار می گیرد. میز متحرک قابلیت تنظیم ارتفاع و دوران حول ستون دستگاه را داراست.
ماشین مته ی رادیال
ماشین مته های رادیال بازویی متحرک دارند که روی کلگی دستگاه قرار گرفته و قابلیت چرخش کلگی و به تبع آن بازوی دستگاه وجود دارد. روی بازوی دستگاه سوپورتی قرار می گیرد که حامل محور چرخشی است و قابلیت حرکت خطی روی بازو را دارد. با کمک دوران بازو و حرکت خطی سوپورت موقعیت نوک مته بسادگی قابل تنظیم است و با کمک این قابلیت ماشین مته های رادیال ابزار مناسبی برای سوراخکاری قطعات بزرگ هستند.
اجزای ذستگاه دریل رادیال
معمولا طول بازو و قدرت موتور دستگاه متناسب با یکدیگر انتخاب می شوند و تنوع زیادی در ابعاد دستگاه های عرضه شده وجود دارد، در دستگاه های رادیال صنعتی با توان بالا قابلیت سوراخکاری تا قطر ۸۰ میلیمتر وجود دارد.

ارتفاع کاری دستگاه معمولا از بالای صفحه پایه تا نوک مته در نظر گرفته می شود و معمولا از حدود یک متر تا دو و نیم متر متغیر است.
ماشین مته ی چند محوره
ماشین مته های چند محوره برای سوراخکاری قطعاتی که به صورت انبوه ساخته می شوند کاربرد دارند و معمولا در سالن های خط تولید مورد استفاده قرار می گیرند.این دستگاه دارای چندین محور است که هر یک بصورت مجزا می توانند عملیات سوراخکاری را انجام دهند.

در ماشین های بزرک نیروی محرکه اصلی از چندین جعبه دنده ی متصل به یکدیگر تشکیل می شود و در طراحی دیگر ممکن است از موتورهای جداگانه برای محورها استفاده شود، لذا امکان دوران دو یا چند گروه از محورها با سرعت های متفاوت امکان پذیرخواهد بود.

بعضی از ماشین مته های چند محوره برای کنترل دقیق تر، افزایش سرعت و حذف نیروهای انسانی متعدد بصورت CNC توسعه یافته اند، لذا امکان برنامه دهی کامپیوتری به هر یک از محورها وجود دارد.
ماشین مته دستی
این دستگاه نوعی ماشین مته ی قابل حمل است که برای سوراخکاری قطعات بسیار بزرگ که امکان قرارگیری در سایر ماشین های مته را ندارند، بدنه های فلزی، چوبی یا بتونی و سوراخکاری هایی با دقت و قطر پایین مورد استفاده قرار می گیرد. نیروی محرکه ماشین های مته دستی می تواند نیوماتیکی (با اتصال به پمپ)، الکتریکی یا حتی دستی باشد. (مته های دستی در گذشته کاربرد بیشتری داشته اند و امروزه صرفا در بعضی کاربردهای سبک نجاری مورد استفاده قرار می گیرند)

ماشین مته دستی که اصطلاحا در میان عموم مردم با نام دریل معرفی میشود
مته یا Drilling bit (ابزار سوراخکاری)
ابزاری که برای سوراخکاری به روش براده برداری در ماشین های مته، فرز و تراشکاری مورد استفاده قرار میگیرد.
بخش های مختلف مته
مته از دو بخش دنباله و بدنه تشکیل می شود که دنباله برای اتصال به محور و بدنه برای انجام فرآیند سوراخکاری مورد استفاده قرار می گیرد.

دنباله مته
دنباله برای اتصال مته به محور دستگاه مورد استفاده قرار می گیرد و می تواند به دو شکل استوانه ای برای قطرهای کمتر از ۱۳ میلیمتر یا مخروطی برای قطرهای بزرگتر باشد. دنباله های استوانه ای توسط سه نظام و دنباله های مخروطی توسط غلاف به محور دستگاه متصل می شوند. در انتهای مته های مخروطی زبانه ای برای جلوگیری از چرخش مته در غلاف قرار گرفته است.
بدنه ی مته
بدنه ی مته از شیارهای مارپیچی تشکیل می شود که به هدایت و خروج براده ها و رساندن روانکار به نوک مته کمک می کنند. حداکثر عمق سوراخکاری مجاز برابر با طول بدنه ی مته است.
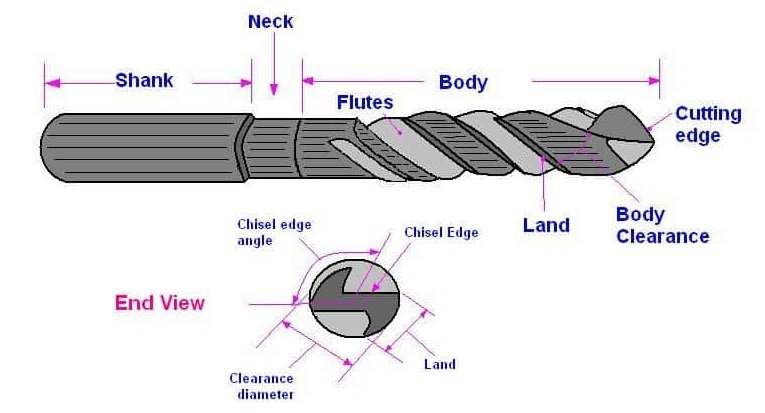
فاز مته
برجستگی کوچکی در کنار شیار مارپیچ وجود دارد که فاز مته نامیده می شود. این بخش با کاهش اصطکاک میان مته و سطح سوراخ منجر به کاهش حرارت شده و از سویی دیگر هدایت مته به عمق قطعه کار را تسهیل می نماید. قطر مته ها در هر صد میلیمتر طول، یک دهم میلیمتر کوچکتر ساخته می شود تا در هنگام براده برداری سوراخ های عمیق از تماس مته با دیواره ی سوراخ جلوگیری شود.
جان مته
به فاصله ی میان شیارها جان مته گفته می شود که مقدار یکسانی ندارد بلکه جهت افزایش استحکام مته مقدار آن از ابتدا تا انتهای شیار افزایش میابد.
لبه های برنده
دو لبه ی شیب دار در نوک مته قرار گرفته است که در کنارهمدیگر عملکردی شبیه گوه دارند و به آن ها لبه های برنده ی مته گفته می شود. زاویه ی میان این دو لبه متناسب با جنس قطعه کار و ابزار تعیین می شود.
آشنایی با انواع مته ها
مته ها بر اساس پارامترهای مختلفی همچون زاویه ی گوه و مارپیچ، شکل هندسی، کاربرد، جنس مواد سازنده و … طبقه بندی می شوند که در ادامه رایج ترین آن ها مورد بررسی قرار خواهند گرفت.
طبقه بندی مته ها از نظر زاویه مارپیچ و زاویه راس
زوایای راس (گوه) و مارپیچ متناسب با کاربرد و جنس مته، سرعت براده برداری و جنس قطعه کار مقادیر بهینه ی متفاوتی دارند که منجر به پیدایش سه گروه کلی می شود:
مته W
این مته ها با زاویه مارپیچ ۳۵ تا ۴۷ و زاویه راس ۱۳۰ تا ۱۴۰ درجه برای سوراخکاری مواد نرم همچون آلومینیوم و مس بکار می روند.
مته N
زاویه مارپیچ این مته ها بین ۱۶ الی ۳۰ درجه و زاویه راس آن ها ۱۱۸ درجه است که برای سوراخکاری قطعات فولادی و چدن مورد استفاده قرار می گیرند
مته H
این مته ها کمترین زاویه مارپیچ را دارند که بین ۱۰ الی ۱۹ درجه است، و زاویه ی گوه ای آن ها برای موادی همچون لاستیک سخت، باکلیت و فیبرهای استخوانی حدود ۸۰ درجه و برای فولاد سخت، برنج یا برنزحدود ۱۴۰ درجه در نظر گرفته می شود.
نکته : علاوه بر زوایای ذکر شده برای انواع مته های W، H و N زوایای مارپیچ و راس بسیار متنوعی موجود است که متناسب با جنس قطعه کار بهینه شده و توسط سازنده اعلام می شود.
طبقه بندی مته ها براساس جنس
مته های فولادی کم کربن یا Low Carbon Steel
در این مته حداکثر از ۱۶ درصد کربن استفاده شده و برای سوراخکاری قطعات نرم (مانند چوب های نرم) قابل استفاده است، و به هیچ وجه مناسب فلزات (حتی فلزات نرم) نیست. بعلت مقاومت سایشی اندک این مته ها معمولا نیازمند تیز کزدن مداوم هستند.

مته کم کربن یا معمولی
مته فولادی پرکربن یا High Carbon Steel
این مته ها حداکثر ۵۰ درصد کربن دارند و مقاومت سایشی آن ها بالاتر از فولادهای کم کربن است، لذا عمر بیشتری داشته و نیاز کمتری به تیز شدن دارند و قابل استفاده درفلزات نرم و چوب های سخت هستند.

مته فولادی HSS یا High Speed Steel
این مته ها از فولاد آلیاژی HSS ساخته شده که با اضافه شدن عناصر آلیاژی خواص آن ها نسبت به مته های معمولی بهبود پیدا کرده است. عنصر وانادیوم به میزان یک درصد مقاومت خوردگی این مته را افزایش داده و با استفاده از ۱۸ درصد مولیبدن یا تنگستن مقاومت سایشی این مته بصورت تاثیرگذاری افزایش یافته است. (فولادهای گرم کار بر پایه ی تنگستن یا مولیبدن آلیاژدهی می شوند) همچنین این فولاد در حدود ۴ درصد کروم دارد که در بهبود مقاومت سایشی و استحکام نهایی مته تاثیرگذار است. این مته برای سوراخکاری فولادهای سبک، PVC، چوب های سخت، فایبرگلاس و … با سرعت سوراخکاری بیشتر از مته های پرکربن قابل استفاده است.

مته های کاربیدی
کاربیدهای تنگستن مقاومت سایشی و حرارتی بسیار بالایی دارند و به همین خاطر نوک گروهی از مته ها از کاربید تنگستن ساخته می شود که به چنین مته هایی کاربیدی اطلاق می شود. کاربید با توجه به سختی بالا مقاومت به ضربه اندکی دارد و لرزش دست و ضربه های کوچک می تواند منجر به شکستگی مته شود. کاربرد مته های کاربیدی مشابه مته های HSS است با این تفاوت که مته های کاربید عمر بالاتری داشته و می توانند در سرعت های بالاتری مورد استفاده قرار بگیرند.

مته های کبالت (کبالت دار)
کاملا مشابه مته های HSS هستند با این تفاوت که به ترکیب آن درصدی کبالت برای پایداری خواص مکانیکی در دماهای بالا اضافه شده است . این مته ها برای فلزکاری قطعاتی از جنس استیل ها، فولادهای آلیاژی و آهن قابل استفاده هستند.
مته های کبالت دار بر مبنای درصد کبالتی که در ترکیب آلیاژ خود دارند با نمرات متفاوتی عرضه می شوند و نسبت به مته های HSS عمر بیشتری داشته و برای سوراخکاری قطعات سخت تر، با سرعت بالاتر قابل استفاده هستند.
مته الماسه
جنس نوک این مته از پلی کریستال الماس است که ماده ای بسیار سخت و شکننده میباشد و مقاومت بالایی در برابر حرات و سایش دارد. این مته برای سوراخکاری قطعات بسیار سخت همچون فولادهای سخت، سرامیک، سنگ مرمر، شیشه، گرانیت و … قابل استفاده است.

طبقه بندی مته ها از نظر شکل
مته مارپیچی
روی بدنه ی این مته ها رزوه های مارپیچی قرار دارد که اصلی ترین دلیل نامگذاری آن ها است. این مته ها برای ایجاد سوراخ های استوانه ای راه به در یا کورمورد استفاده قرار می گیرند. این مته ها با زاویه براده مناسب در لبه ها (خروج آسان تر براده)، هدایت دقیق و آسان به عمق قطعه کارو قابلیت تیزکاری مجدد یکی از رایج ترین ابزارهای سوراخکاری هستند.

مته خزینه
برای ایجاد سوراخ خزینه مورد استفاده قرار می گیرند (سوراخ های مخروطی شکل) و دارای زوایای مختلفی هستند که ۶۰ درجه و ۹۰ درجه پرکاربردتر از سایر زوایا هستند. مته های خزینه در دو نوع ساده و دنباله دار عرضه می شوند. نوع دنباله دار آن برای ایجاد سوراخ هایی استفاده می شود که محل قرارگیری پیچ و گل آن هستند. (کلگی پیچ) و خود به دو نوع سر تخت و سرمخروطی تقسیم می شود. (برای ایجاد سوراخ هایی مناسب با گل پیچ های متفاوت)

مته آلومینیوم (شیار عمیق یا شیارباز)
این مته برای سوراخکاری قطعات آلومینیومی استفاده می شود و برای پیشگیری از حرارت بالا در سطح سوراخ یا ذوب شدن قطعه کار، عمق شیارها بیشتر از حد معمول است. (اصطکاک کمتر، امکان ورود جریان هوا و خنک کننده ی بیشتر، انتقال ساده تر براده)

مته سوراخکاری آلومینیوم یا شیار باز
چرا از مته هایی با قطر ۱ یا ۰/۵ میلی متر برای دستگاه مته رومیزی یا ستونی ایتفاده کرد
با سلام مطالب بسیار مفید بود متشکرم
عالی بود. ممنون
Danke ?