ماشین فرز و فرآیندهای فرزکاری



فرزکاری و ماشین فرز چیست ؟
فرزکاری یا Milling یکی از فرآیندهای رایج ماشینکاری است که در آن بر خلاف فرآیند تراشکاری قطعه ثابت است (یا حرکت خطی دارد) و “ابزار برش چند لبه” یا همان “تیغه ی فرز” دوران کرده (با کمک اسپیندل ماشین فرز) و از روی آن باربرداری می کند. یکی از شاخصه های تعریف فرآیند فرزکاری چند لبه بودن ابزار است (در غیر اینصورت تعریف فوق بر مته زنی و … نیز دلالت خواهد کرد).
مجموعه ی متنوعی از دستگاه های ماشین کاری مبتنی بر فرآیند فرزکاری (قطعه ثابت، ابزار متحرک) طراحی و ساخته شده که هر یک به نوعی دستگاه یا ماشین فرز نامیده می شوند و می توانند برای عملیات های گوناگونی همچون پیشانی تراشی، شیارتراشی، سوراخ زنی، برش قطعات، ایجاد چرخ دنده، ایجاد سطوح شیب دار و … مورد استفاده قرار گیرند.
ساختار و اجزای ماشین های فرز
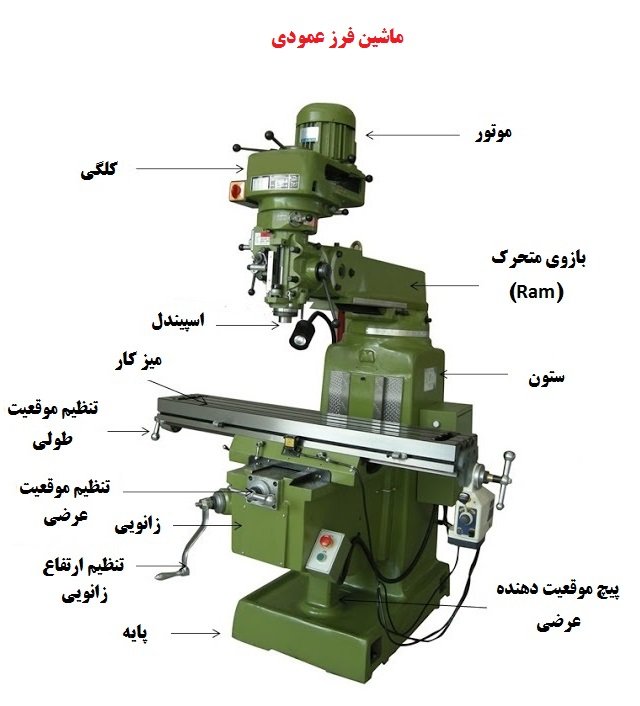
در تمامی دستگاه های فرز، یک محور (اسپیندل) برای چرخاندن ابزار وجود دارد که بر مبنای راستای آن، ماشین های فرز در سه گروه کلی طبقه بندی می شوند. به دستگاه هایی با محور دوران افقی، ماشین فرز افقی و به دستگاه هایی با محور دوران عمودی ماشین فرز عمودی گفته می شود. به دستگاه هایی که محور قابلیت دوران و قرارگیری در هر دو وضعیت عمودی و افقی را داشته باشد، ماشین فرز اونیورسال (Universal) گفته می شود.
ساختار کلی تمامی دستگاه های فرز تا حد زیادی مشابه یکدیگر است و در ادامه با اجزای اصلی آن ها آشنا خواهیم شد.
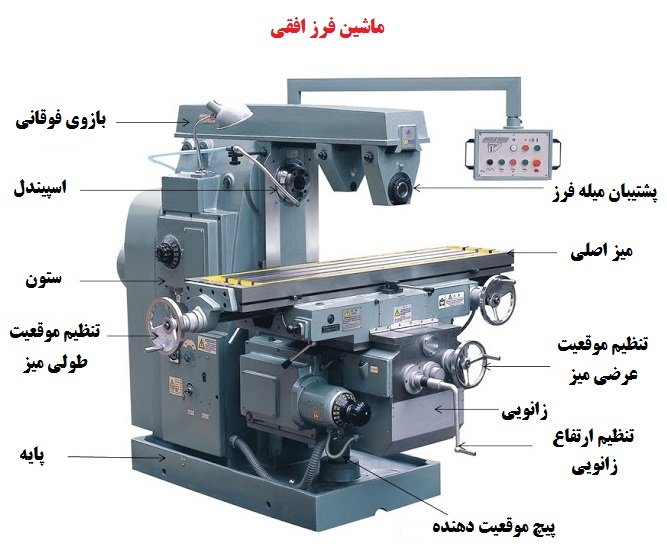
ستون و پایه یا Column and Base
همانطور که در تصاویر مشاهده می شود، ستون و پایه اصلی ترین اجزای ماشین فرز هستند که سایر بخش ها و قطعات روی آن ها سوار می شوند. در تمامی دستگاه های فرز ستون روی پایه استوار شده و شامل محفظه ی روغن و پمپی برای روانکاری اسپیندل است، همچنین محفظه و پمپ محلول خنک کاری (در بیشتر مواقع آب صابون) در پایه ی دستگاه قرار گرفته است.
نکته : فرآیندهای ماشینکاری حرارت زیادی تولید می کنند که نرخ فرسایش ابزار را افزایش می دهند، بعبارتی از عمر ابزار کاسته و تاثیرات مخرب دیگری همچون کاهش کیفیت سطحی و کاهش راندمان ماشینکاری بر جای میگذارند. محلول های خنک کاری با کاهش اصطکاک و حرارت به بهبود شرایط ماشینکاری کمک می کنند.
زانویی ماشین یا Knee
بخشی از بدنه ی ماشین فرز که از جنس چدن ریخته گری است و مجموعه ی حامل (منظور حمل کننده ی میز اصلی است) و میز اصلی روی آن قرار می گیرند. (در بعضی منابع به مجموعه ی حامل زین گفته شده است) معمولا زانویی با کمک یک شیار دم چلچله ای روی ستون دستگاه مقید شده و می تواند در راستاهای عرض و ارتفاع بصورت دستی یا خودکار جابجا شود. (بعضی از دستگاه های فرز قابلیت جابجایی خودکار در راستای عرضی را ندارند)
میز گونیایی
میز اصلی (که محل بستن قطعه کار است) روی میز گونیایی سوار شده و هر دوی آن ها (میز اصلی و میز گونیایی) روی زانویی دستگاه فرز قرار می گیرند و میتوانند در راستای افقی جابجا شوند.
میز اصلی
میز اصلی محل قرار گیری قطعه کار است و بواسطه ی میز گونیایی و زانویی دستگاه در تمامی راستاها قابلیت جابجایی دارد. تمام یا بعضی از محورهای جابجایی می تواند بصورت دستی یا خودکار قابل تنظیم باشد.
روی میز اصلی ماشین فرز، شیارهای T شکلی وجود دارند که برای بستن قطعه کار توسط روبنده، نصب انواع گیره ها و متعلقاتی همچون دستگاه تقسیم مورد استفاده قرار می گیرد.
محور دورانی اصلی یا Spindle
اسپیندل در ماشین فرز محوری است که وظیفه تامین حرکت دورانی ابزار را بر عهده دارد. این محور با کمک یک یاتاقان روی ستون دستگاه سوار شده و حرکت دورانی خود را از جعبه دنده ی اصلی دستگاه می گیرد. جعبه دنده ی ماشین فرز برای ایجاد قابلیت تنظیم سرعت دوران توسط کابر در نظر گرفته شده است.
تغییر سرعت دورانی اسپیندل با کمک اهرم هایی که وضعیت چرخ دنده ها را تغییر می دهند امکان پذیر است، همانند دستگاه تراش برای تنظیم تعداد دور اسپیندل لازم است به جدول نصب شده روی دستگاه مراجعه کرده و وضعیت اهرم ها را متناسب با سرعت مورد نظر تنظیم نمود.
میله فرزگیر یا درن یا Arbor
میله فرزگیر از طریق یک دنباله ی مخروطی شکل به سوراخ محور متصل شده و مسئولیت نگهداری ابزار را بر عهده دارد. میله فرزگیرها در دو نوع یکطرفه و دوطرفه عرضه می شوند. در ماشین فرزهای افقی، میله فرزگیر دو طرفه از یک سمت به سوراخ محور و از سمت دیگر به یاتاقان کمکی متصل می شود. این یاتاقان روی صفحه ای با نام “صفحه ی نگهدارنده ی میله فرزگیر” متصل شده که توسط بازوی فوقانی در موقعیت صحیح خود قرار می گیرد.
میله فرزگیرهای دو طرفه برای بستن تیغه فرزهای غلطکی، پولکی (دیسکی) ، فرم تراش و … مورد استفاده قرار میگیرند.
میله فرزگیرهای یک طرفه در ماشین فرزهای عمودی مورد استفاده قرار می گیرند و با کمک آن ها می توان روی سطوح جانبی قطعات عملیات فرزکاری انجام داد. در این نوع میله فرزگیر یاتاقان پشتیبان وجود ندارد.
تمامی تیغه فرزهای سوراخ دار برای اتصال نیازمند میله فرزگیر یا درن هستند، ابزارهایی که دنباله های استوانه ای یا مخروطی دارند با روش های دیگری به محور دستگاه متصل می شوند که در بخش های دیگر همین مقاله مورد بررسی قرار خواهند گرفت.
بازوی فوقانی یا Overhanging Arm در فرزهای افقی
لازم به ذکر است اصطلاح “بازوی فوقانی” معادل دقیق Overhanging Arm نیست و بعنوان جایگزینی ساده تر انتخاب شده است.
یک سمت میله فرزگیر دو طرفه به سوراخ مخور متصل است و سوی دیگر آن از یاتاقانی عبور می کند که اصطلاحا Arbor Support یا نگهدارنده ی میله فرزگیر نامیده می شود. مجموعه ی این یاتاقان و صفحه ی نگهدارنده توسط بازوی فوقانی یا Overhanging Arm در موقعیت مناسب خود قرار می گیرند. (اگر با میله های فرزگیر یا درن آشنا نیستید به بخش قبلی مراجعه کنید)
بازوی گردشی یا RAM در فرزهای عمودی
در گروهی از ماشین فرزهای عمودی و اونیورسال، محور دستگاه روی بازوی چرخانی قرار میگرد که Ram نامیده می شود و به دستگاه های فرزی که از Ram استفاده می کنند اصطلاحا Ram Type Milling Machine گفته می شود. (ماشین های فرز بر پایه ی Ram)
انواع ماشین های فرز
دستگاه های عمومی فرز به سه نوع افقی، عمودی و یونیورسال تقسیم می شوند. علاوه بر ماشین فرزهای عمومی، برای کاربردهای خاص، نمونه های متفاوتی از دستگاه های فرز ساخته شده اند که ماشین فرز مخصوص نامیده می شوند. سالیانه نمونه های متعددی از این دستگاه ها عرضه می شوند که در زیر نمونه هایی از رایج ترین آن ها مورد بررسی قرار می گیرند :
ماشین فرزهای دروازه ای
ماشین فرزهای دروازه ای بیشتر در تولیدات صنعتی و سری تراشی مورد استفاده قرار میگیرند. کاربرد خاص این دستگاه ها فرزکاری قطعات بزرگ است و روی سطوح مختلف (فوفانی و جانبی) امکان انجام همزمان فرآیندهای ماشینکاری وجود دارد. قطعه کار بر روی میز اصلی مقید شده و در هنگام عبور از دروازه سطوح فوقانی یا جانبی آن توسط تیغه های فرز ماشینکاری می شوند. متناسب با مدل دستگاه میز یا کلگی (یا هر دو) قابلیت دوران داشته و در بعضی از مدل های خاص امکان فارسی بر کردن قطعات نیز موجود است.

ماشین فرزهای کپی تراش
در ماشین فرزهای کپی تراش یک قطعه بعنوان الگو در نظر گرفته می شود و با کمک مکانیزم های مختلف حرکت تیغه ی فرز تنظیم شده و قطعه کار را مطابق قطعه ی الگو ماشین کاری می کند. لازم است قطعه ی الگو با بالاترین دقت ممکن ساخته شده شود. ابزاری که هندسه ی قطعه الگو را رصد می کند کاوشگر یا Probe نام دارد که با مکانیزم مکانیکی، هیدرولیکی، الکتریکی یا اپتیک ابزار براده برداری را هدایت می کند.
دستگاه های کپی تراش می توانند برای الگوبرداری های دو بعدی، سه بعدی یا هردوی آن ها طراحی شده باشند، بعنوان مثال فرآیند پولک زنی (بریدن دور یک قطعه برای رسیدن به شکل نهایی) یک الگوبرداری دو بعدی محسوب می شود، و الگوبرداری سه بعدی می تواند شبیه سازی کامل یک قطعه کار باشد.

تیغه های فرز (ابزارهای برش در دستگاه فرز)
در دستگاه های فرز به ابزار ماشین کاری تیغه ی فرز گفته می شود. این تیغه ها از نظر ماهست، هندسه و جنس انواع گوناگونی دارند که در این بخش مورد بررسی قرار خواهند گرفت.

انواع تیغه فرزها
دستگاه های فرز یکی از پرکاربردترین ماشین ابزارهایی هستند که در صنعت مورد استفاده قرار می گیرند. علت رواج این دستگاه قابلیت آن در اجرای طیف وسیعی از فرآیندهای ماشینکاری است. بدیهی است که انجام فرآیندی همچون شیارتراشی یا چرخ دنده زنی ابزاری متفاوت با روتراشی یا رزوه زنی نیاز دارد و نقطه قوت ماشین های فرز وجود انواع متعددی از ابزارها برای کارکردهای مختلف است.
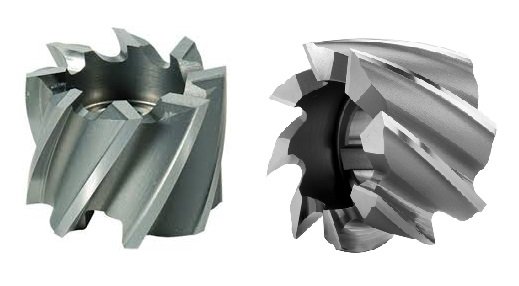
تیغه فرزهای غلطکی :
تیغه فرزهای غلطکی قابل استفاده در فرزهای افقی هستند (توسط میله فرزگیر دو طرفه) و برای ماشینکاری سطوح تخت مورد استفاده قرار می گیرند. لبه های برشی در محیط این ابزار قرار گرفته و می توانند بصورت ساده، موازی با محور چرخش، یا مارپیچ باشند. بیشتر تیغه فرزهای غلتکی از دندانه های مارپیچی استفاده می کنند، چرا که در این حالت نقوذ ابزار به قطعه کار آرام تر بوده و ضربه ی کمتری وارد می نماید. همچنین دندانه های مارپیچ می توانند با هدایت براده کیفیت ماشین کاری را بهبود بخشند.

تیغه فرزهای غلطکی برای فرزکاری سطوح تخت و فرآیندهای روتراشی و پرداخت مورد استفاده قرار می گیرند. لبه ای مارپیچی می توانند به سمت چپ یا راست متمایل باشند و زاویه ای که نسبت به محور عمودی بوجود می آورند برای تیغه های دنده ریز حدود ۲۰ تا ۵۰ درجه و برای تیغه های دنده درشت ۵۰ الی ۵۵ درجه است.
تیغه فرزهای غلطکی پیشانی تراش :
این تیغه ها عموما برای ماشینکاری سطوح صاف و پله ها در دستگاه های فرز عمودی مورد استفاده قرار می گیرند. به این ابزارها تیغه های پیشانی تراش نیز گفته می شود که شکلی مخروطی دارند و علاوه بر لبه های برنده ی قرار گرفته در محیط خود (همچون تیغه فرزهای غلطکی ساده) در سطح پایینی نیز شامل لبه های برنده هستند. (پیشانی ابزار) لبه های قرار گرفته در پیشانی ابزار منجر می شود این ابزار صافی سطح بیشتری نسبت به ابزارهایی با لبه های صرفا محیطی داشته باشد (مانند ابزار شماره ۱)
این ابزار برای پیشانی تراشی و پله تراشی مورد استفاده قرار می گیرد.
تیغه فرزهای انگشتی :
این تیغه ها یکی از پرکاربردترین و متنوع ترین ابزارهای مورد استفاده در دستگاه های فرز عمودی هستند . تیغه هایی با قطر کم و ظاهری شبیه مته که می توانند هم در محیط و هم در پیشانی خود لبه های برشی ساده یا مارپیچ داشته باشند. ظرافت این ابزار آن را گزینه ی مناسبی برای فرآیندهایی همچون شیارتراشی (T شکل، دم چلچله ای، اره ای)، جای خار تراشی، چرخدنده تراشی، پله تراشی، پیشانی تراشی و … کرده است.

از سویی دیگر اندازه ی کوچک این تیغه عامل مهمی در کاهش هزینه ی ساخت این ابزار محسوب شده و باعث می شود متناسب با انواع فرآیندهای ماشینکاری، جنس های مختلف قطعات و روش های مختلف نگهداری ابزار(غلاف ها) تیغه های مناسبی عرضه شوند، در همین راستا تیغه فرزهای انگشتی برای مطابقت با غلاف ها و رابط های مختلف می توانند دنباله های استوانه ای یا مخروطی داشته باشند.
تیغه فرز پولکی یا دیسکی :
تیغه های دیسکی ( پولکی) در فرزهای افقی و برای ایجاد برش روی قطعات، شیارتراشی، لبه تراشی و … مورد استفاده قرار می گیرند. برای ایجاد شیارهای عمیق یا برشکاری قطعات ضخیم لازم است تیغه های برشی طول زیادی داشته باشند، به همین خاطر نسبت قطر به ضخامت این ابزارها زیاد است. جهت کاهش هزینه تیغه فرزهای پولکی با ابعاد بزرگ بصورت دو تکه ساخته می شوند، بدینصورت که بدنه ی ابزار از فولاد معمولی و لبه های برشی از فولاد تندبر ساخته شده و به یکدیگر متصل می شوند.

برای ایجاد شیارهای بزرگ، از تیغه فرزهایی استفاده می شود که هم در دو طرف و هم در سطح جلویی لبه های برنده داشته باشند، این در حالی است که برای برشکاری یا ایجاد شیارهای کوچک، ابزار تنها در دو طرف خود لبه های برنده خواهد داشت و به علت ضخامت اندک دیسک امکان قرار گیری لبه ها در ناحیه جلویی ابزار وجود نخواهد داشت. با کمک تیغه فرزهای پولکی امکان ایجاد شیار تا عرض ۰٫۳ میلیمتر نیز مقدور است. (یا حداقل ضخامت خط برش)
تیغه فرزهای فرم تراشی :
این تیغه ها نوعی از تیغه فرزهای انگشتی (برای فرزهای عمودی) یا غلطکی (برای فرزهای افقی) هستند که لبه های برنده ی آن ها بصورت فرم دار ساخته شده و برای ایجاد شکل مشابه روی قطعه کار مورد استفاده قرار می گیرند. این تیغه ها نمونه های استاندارد و سفارشی متنوعی دارند. نمونه هایی از رایج ترین تیغه های فرم تراشی عبارتند از تیغه فرزهای مدولی برای ایجاد شیارهای چرخ دنده، تیغه های “چرخ زنجیر تراش”، میل دنده تراش (ایجاد شیارهای هزارخار)، رزوه تراش و …
همچنین برای ایجاد سطوح مقعر می توان از تیغه فرم های محدب و برای ایجاد سطوح محدب از تیغه فرزهای مقعر استفاده کرد.
هدبورینگ یا مته لنگ :
ابزاری برای داخل تراشی با کمک دستگاه فرز است و معمولا روی آن پیچی تعبیه شده که بوسیله آن می توان میزان بار یا قطر سوراخ در حال تراش را تعیین نمود. داخل تراشی برای پرداخت سطح داخل سوراخ و افزایش قطر آن (مخصوصا برای قطرهایی که مته ی استاندارد وجود ندارد) مورد استفاده قرار می گیرد و می تواند بصورت خارج از مرکز باربرداری نماید.

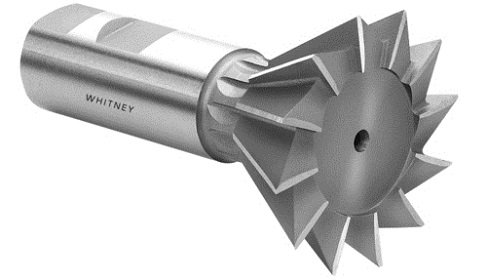
تیغه فرزهای زاویه تراش :
تیغه فرزهای زاویه تراش منطبق بر هر دو نوع فرز افقی و عمودی عرضه می شوند. لبه های برنده در این ابزار نسبت به محور آن زاویه داشته و می تواند برای ایجاد لبه های زاویه دار، سطوح شیب دار، شیارهای زاویه دار و همچنین ایجاد فرم هایی همچون نری یا مادگی دم چلچله ای ( نوعی شکل خاص است) مورد استفاده قرار گیرد.
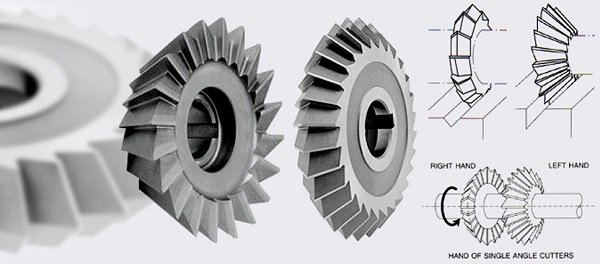
تیغه فرزهای زاویه تراش را می توان نوعی از تیغه های فرم دار در نظر گرفت، با این حال به علت گستردگی استفاده از آن ها طبقه بندی جدایی برای آن ها در نظر گرفته شده است. تیغه های زاویه تراش همچون تیغه های فرم دار، بصورت انگشتی برای فرزهای عمودی، و غلتکی برای فرزهای افقی ساخته می شوند.
اتصال تیغه فرز با کلت (Collet) و میله فرزگیر (درن)
جهت بستن تیغه فرز از وسایل و تجهیزات مختلفی استفاده می شود که رایج ترین آن ها کلت برای فرزهای عمودی و میله فرزگیر برای فرزهای افقی است.
۱- کلت یا Collet :
در فرزهای عمودی، برای نگه داشتن تیغه فرزهایی با دنباله ی استوانه ای از کلت استفاده می شود. کلت دارای یک فسمت ابزارگیر است که اصطلاحا گیره ی فشنگی نامیده می شود و تیغه ی فرز را در خود نگاه می دارد، قسمت دیگر بدنه ای مخروطی است که به محور دستگاه فرز متصل شده و با یک پیچ بلند محکم می شود.

ابزارگیر فرز کلت
۲- میله فرزگیر (درن) یک طرفه :
گاها در فرزهای عمودی لازم است عملیات هایی همچون بغل تراشی یا شیارتراشی روی سطوح جانبی قطعه کار انجام شود. در این حالت از تیغه فرزهایی استفاده می شود که میان آن ها سوراخی برای قرارگیری روی میله فرزگیر یک طرفه تعبیه شده است.
۳- میله فرزگیر دو طرفه :
این ابزار مختص فرزهای افقی است و یک سمت آن با دنباله ی مخروطی درون محور ماشین فرز قرار می گیرد. سمت دیگر میله ی فرزگیر از یاتاقانی عبور می کند که روی صفحه ی پشتیبان قرار گرفته و از تاب برداشتن و لرزش میله فرزگیر جلوگیری می کند.
پارمترهای فرزکاری
پارامترهای مختلفی در فرآیند فرزکاری تاثیر گذار هستند که در این بخش مهم ترین آن ها مورد بررسی قرار گرفته اند.
نرخ پیشروی یا Feed rate
فرض کنید ابزار (تیغه فرز) بر روی سطح قطعه کار مماس شده است و می چرخد. باربرداری زمانی انجام می شود که قطعه کار شروع به جابجایی کرده و تیغه ی فرز در آن نفوذ می کند. به اندازه ای که بازای هر دور چرخش، ابزار به قطعه کار نفوذ می کند نرخ پیشروی گفته می شود. (میلیمتر بر دور)
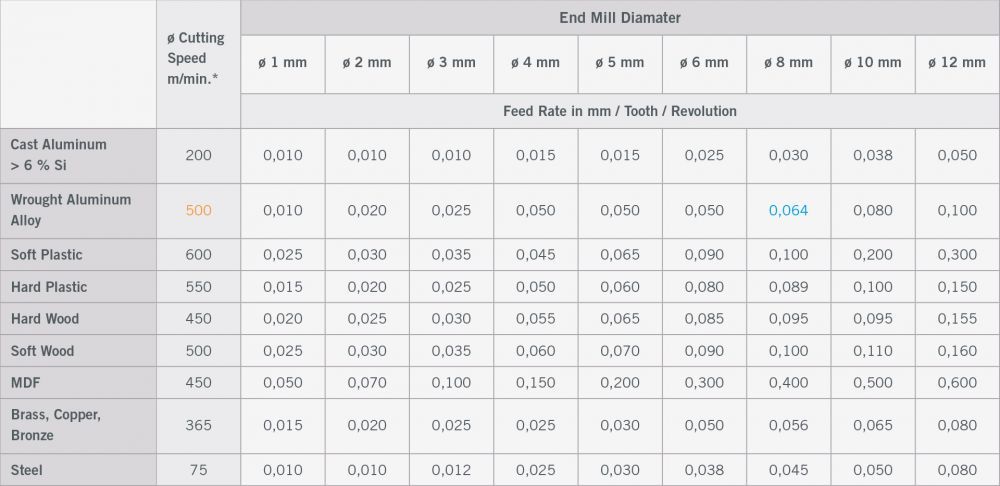
انتخاب مقدار نرخ پیشروی به عواملی همچون جنس ابزار، جنس قطعه کار، قطر تیغه ی فرز، عمق و پهنای برش، حضور یا عدم حضور خنک کننده و توان موتور دستگاه بستگی دارد.
با افزایش نرخ پیشروی ، ضربه های ناشی از برخورد لبه های برش با سطح قطعه کار افزایش میابند. این ضربه ها می توانند منجر به شکستن تیغه ها یا ناصافی سطح ماشینکاری شوند. (در بعضی موارد حتی میله ی فرزگیر تابیده می شود) همچنین فرزکاری و پیشروی ابزار باید بصورت پیوسته انجام شود و عدم پیوستگی منجر به ایجاد گودی در سطح ماشینکاری خواهد شد.
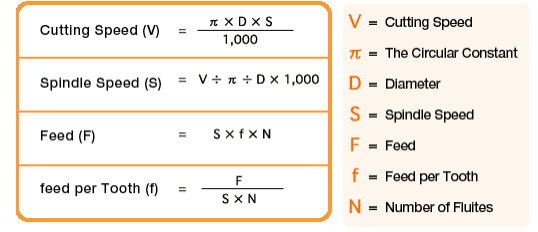
عده دوران یا number of revolution
به تعداد چرخش ابزار در واحد زمان (دقیقه) عده دوران گفته می شود و واحد آن دور بر دقیقه یا RPM است.
سرعت برش
به سرعت نقطه ای از ابزار که در تماس با سطح قطعه کار است گفته می شود.
جهت چرخش ابزار و پیشروی قطعه کار
در فرزکاری با توجه به جهت چرخش ابزار و راستای حرکت قطعه کار (میز)، دو سیاست متفاوت برای ماشینکاری وجود دارد.
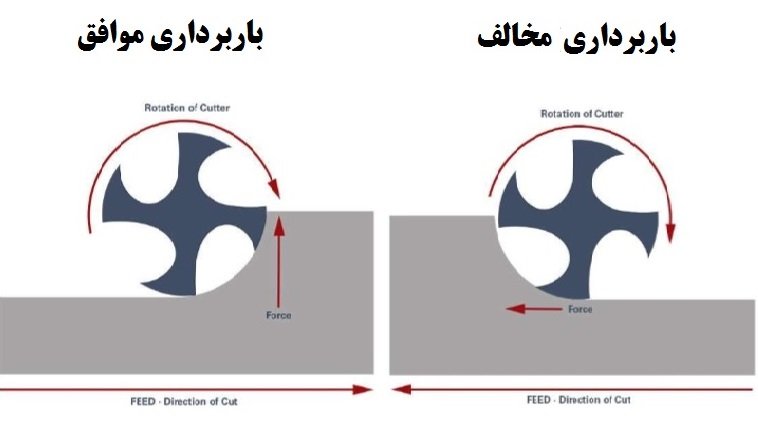
باربرداری مخالف یا Conventional Milling
در این حالت جهت چرخش ابزار و پیشروی قطعه کار مخالف یکدیگر هستند و نیروی برشی سعی می کند قطعه کار را از میز جدا نماید. (لذا در گیره بندی احتیاط بیشتری لازم است) در ابتدای فرآیند، ضخامت براده ای که جدا می شود بسیار اندک است و ابزار روی قطعه کار میلغزد. (این لغزیدن علائمی در سطح قطعه ی نهایی بوجود می آورد که با چشم قابل رویت است)
با توجه به اینکه براده برداری مخالف با ضخامت کم آغاز می شود، سیاست مناسبی برای ماشینکاری قطعات سخت است. از طرفی با توجه به اینکه نیروی وارده، تمایل به بلند کردن قطعه کار دارد برای ماشینکاری قطعات نازک مناسب نیست و باعث تغییر شکل آن ها می شود.
باربرداری موافق یا Climb Milling یا Down Milling
در این حالت جهت چرخش ابزار و پیشروی قطعه کار همسو با یکدیگر هستند. عمق براده برداری در شروع برخورد ابزار و قطعه کار زیاد است، بعبارتی ضخامت براده ای که جدا می شود زیاد است و در ادامه کاهش میابد، به همین علت ضربه های زیادی توسط ابزار به قطعه و میز وارد می شود که برای قطعات سخت (همچون چدن، یا سرامیک ها) مناسب نیست . (می تواند ترک سطحی ایجاد کند)
در باربرداری موافق امکان لغزیدن ابزار روی قطعه کار وجود ندارد و این عدم لغزش منجر به افزایش صافی سطح نسبت به باربرداری موافق خواهد شد، همچنین با توجه به اینکه جهت نیروی وارد بر قطعه کار به سمت پایین است، ماشینکاری قطعات نازک امکان پذیر خواهد بود.
عملیات های فرزکاری
دستگاه های فرز قابلیت بالایی در انجام فرآیندهای ماشینکاری دارند که در ادامه رایج ترین آن ها مورد بررسی قرار خواهند گفت.

فرزکاری
کف تراشی یا Plane Milling
فرزکاری سطوح بالایی یا پایینی قطعه کار اصطلاحا کف تراشی نامیده می شود، که در هر دو نوع دستگاه فرز افقی و عمودی قابل انجام است.
پیشانی تراشی
به فرزکاری سطوح جانبی قطعه کار پیشانی تراشی می گویند. در ماشین فرزهای عمودی عملیات پیشانی تراشی توسط تیغه فرزهای انگشتی (برای سطوحی با مساحت کم) یا تیغه های پیشانی تراشی (برای سطوحی با مساحت زیاد) انجام می شود.
بغل تراشی
بغل تراشی عملیاتی مشابه پیشانی تراشی است که در ماشین فرزهای افقی قابل انجام است و برای انجام آن از تیغه ی پولکی استفاده می شود.
پله تراشی
به ایجاد اختلاف ارتفاع میان سطوح قطعه کار پله تراشی گفته می شود که در ماشین فرز افقی با کمک تیغه های غلتکی و دیسکی و در ماشین فرزعمودی با کمک تیغه های انگشتی قابل انجام است.
شیارتراشی
شیارها فرورفتگی های فرم داری هستند که عمدتا برای هدایت و اتصال قطعات روی هم مورد استفاده قرار می گیرند و می توانند ضخامت و مقاطع متفاوتی داشته باشند . (مقاطح مربعی، نیم دایره، T شکل و …(
برای ایجاد شیار با مقطع مربعی می توان از تیغه ی پولکی در دستگاه های فرز افقی استفاده کرد، همچنین در ماشین فرز عمودی تیغه های انگشتی مورد استفاده قرار می گیرند.
شیارهای T شکل تنها توسط فرزهای عمودی و تیغه های انگشتی فرم دار قابل فرزکاری هستند.
شیارهای V شکل با استفاده از تیغه فرزهای زاویه دار یکطرفه یا دوطرفه در هر دو ماشین افقی و عمودی قابل فرزکاری هستند. هر چند می توان با ایجاد انحراف در کلگی ماشین فرزهای عمودی و استفاده از تیغه فرزهای انگشتی شیارتراشی کرد.
در ماشین فرزهای عمودی برای ماشینکاری شیارهای داخلی و خارجی دم چلچله ای می توان از تیغه فرزهای انگشتی دم چلچله ای استفاده کرد، اما در فرزهای افقی با کمک ابزارهایی که یک ضلح قائم و یک ضلع مایل دارند، تنها بخش خارجی آن قابلیت ماشینکاری دارد.

شیار دم چلچله ای
شیب تراشی
برای شیب تراشی، دستگاه های فرز افقی و عمودی راه حل های متنوعی در اختیار کاربران قرار می دهند. در دستگاه فرز عمودی با دوران کلگی می توان بسادگی شیب دلخواه را فرزکاری نمود، همچنین می توان قطعه کار را توسط فیکسچر در زاویه مطلوب قرار داد و بدون دوران کلگی فرآیند شیب تراشی را اعمال کرد.
علاوه بر موارد بالا ابزارهای فرم تراش، دم چلچله ای و … می توانند سطوح کوچک شیب دار را بوجود بیاورند.
متشكر از مطالب مفيد
ممنون از مطالب کامل و جامعی که از مبحث فرزکاری گذاشتین،بسیار کاربردی بود… خدا قوت.
از بازخورد انرژیبخش شما متشکریم
خدا قوت ممنون از تلاشی که تو ساده سازی مطالب دارید. امیدوارم این کسب و کار نوپا به جایگاهی که لایقش هست برسه. خواهشا با قدرت به تولید محتوا ادامه بدید.
آقا رضای عزیز از بازخورد شما بسیار سپاسگزاریم و انشالله تلاشمان را پرقدرت ادامه خواهیم داد.
مطالب عالی بود
آقا دمتون گرم.با ذكر منبع از مطالب سايتتون براي انجام يك پروژه تحقيقاتي استفاده كردم و به شخصه برام اين مقاله بسيار مفيد واقع شد،خداقوت.
مطالب بسیار عالی خلاصه و مرتب بود – تشکر
مطالب بسیار عالی خلاصه و مرتب بود – فقط یکی دو مورد کمی نامفهوم بود که اگر توضیحات با تصویر همراه بود بسیار بهتر می شد مانند میله فرزگیر یکطرفه و دوطرفه – تشکر
سلام خسته نباشید
ایا برای مخروط تراشی یعنی تغییر کلگی فرمول خاصی وجود داره؟
مفید و عالی تشکر و سپاس از گردآوری مطالب
پاینده و سلامت باشید