ماشینکاری با جت آب (واترجت) یا Waterjet Machining



در این فرآیند از جریان آب با سرعت بالا (جت آب یا همان واترجت) بعنوان ابزار برشی استفاده میشود و به همین علت، ماشینکاری با جت آب (Waterjet Machining) یا ماشینکاری هیدرودینامیک نامگذاری شده است.
اگر ابزار برشی (جت آب) صرفا از آب تشکیل شده باشد تنها برای برشکاری مواد غیر فلزی قابل استفاده است، لذا با اضافه کردن ذرات ساینده به آن میتواند برای برشکاری قطعات سختتر و چگال تری همچون فلزات، شیشه ها و سرامیکها مورد استفاده قرار بگیرد که به آن جت آب ساینده یا Abrasive Waterjet گفته میشود.
اجزای دستگاه واترجت
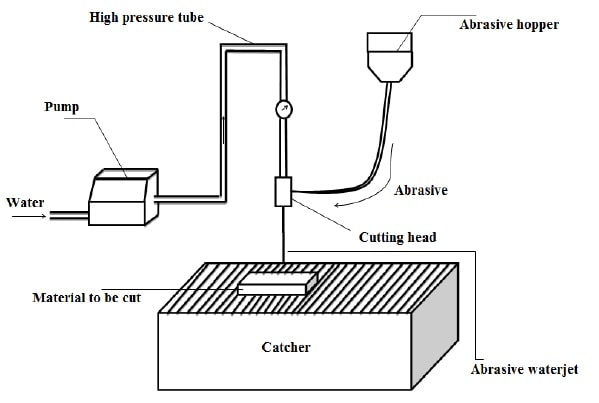
کلیت دستگاه ماشینکاری با جت آب در تصویر زیر نمایش داده شده است:
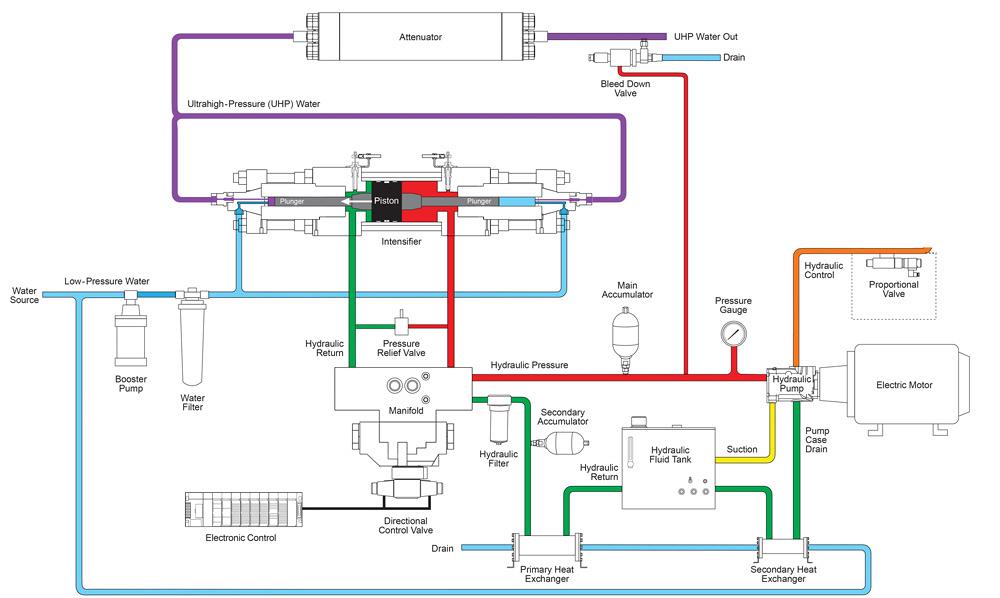
اصلی ترین اجزای دستگاه ماشینکاری با جت آب (واترجت) برای هر دو نوع آن (معمولی و ساینده) عبارتند از :
۱- واحد هیدرولیک (Hydraulic Unit)
واحد هیدرولیکی دستگاه ماشینکاری با جت آب شامل یک پمپ هیدرولیکی جابجایی متغیر با جبران کننده ی فشار میباشد.
معمولا فشار این پمپها تا حدود ۲۰ مگاپاسکال قابل تنظیم است.
۲- تشدید کننده (Intensifier)
تشدید کننده سیلندر و پیستونی است که برای افزایش فشار جت آب تا ۳۸۰ مگاپاسکال مورد استفاده قرار میگیرد.
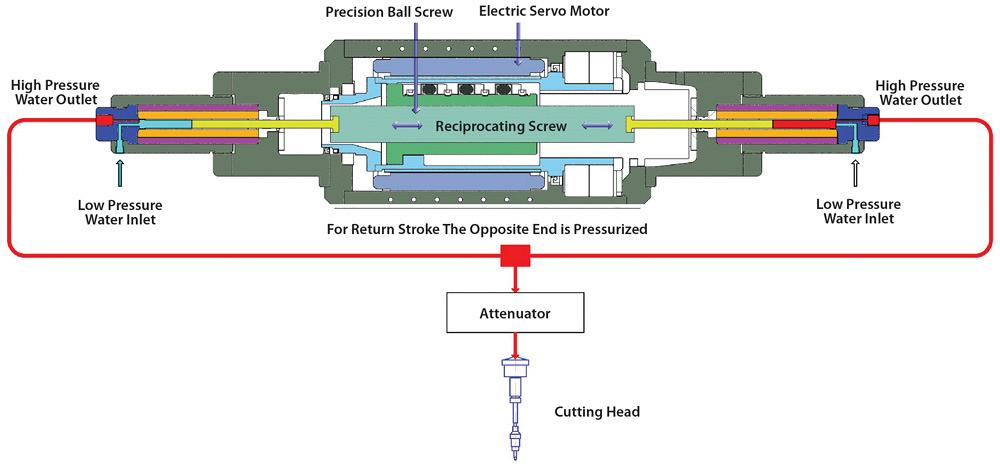
برای آشنایی با نحوه ی کار تشدید کننده به تصویر زیر توجه فرمایید، آب با فشار اندک وارد شده و با حرکت پرقدرت پیستون با فشار زیادی از تشدید کننده خارج خواهد شد. هنگام حرکت پیستون بسمت راست (کورس رفت) جریان پرفشار از خروجی سمت راست تخلیه شده و جریان کم فشار از ورودی سمت چپ وارد میشود و در کورس بازگشت جریان کم فشار از ورودی سمت راست به داخل تشدید کننده تزریق شده و جریان پرفشار از خروجی چپ خارج میشود.
۳- اکومولاتور (Accumulator)
آب موجود در تشدید کننده تحت تاثیر فشار زیاد پیستون متراکم میشود و به همین علت فشار خروجی جت آب یکنواخت نبوده و نوسان خواهد داشت.
برای کاهش نوسان فشار و یکنواخت کردن جریان خروجی از یک اکومولاتور به موازات تشدید کننده استفاده میشود که میتواند تغییرات فشار را در بازه ی مثبت و منفی ۲٫۵ درصد حفظ نماید.
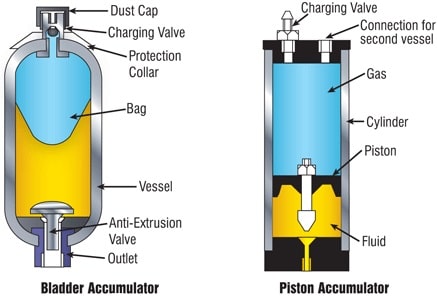
اکومولاتور یا Accumulator چیست ؟
اکومولاتور (Accumulator) یا انباره برای ذخیره ی مایع هیدرولیک و تعدیل فشار در مدار هیدرولیکی مورد استفاده قرار میگیرد، بدینصورت که هنگام افت فشار با تزریق مایع هیدرولیک ذخیره شده به مدار، تحت فشار تنظیم شده، فشار را یکنواخت نگاه میدارد و در هنگام افزایش ناگهانی فشار بخشی از مایع هیدرولیک را در خود جای داده و فشار را تعدیل خواهد کرد.
۴- فیلترها (Filters)
در آب ناخالصیها و ذراتی وجود دارد که میتوانند هنگام عبور از نازل (Nozzle) به اوریفیس (Orifice) آن آسیب وارد نمایند، لذا فیلترها برای جداسازی این ذرات مورد استفاده قرار میگیرند. معمولا آب ورودی بصورت مکانیکی و برای ذراتی تا اندازه ی ۰٫۴۵ میکرومتر فیلتراسیون میشود. (اوریفیس دریچه ی بسیار تنگی است که در نازل مورد استفاده قرار میگیرد، به تصاویر بخش نازل مراجعه فرمایید)
۵- خطوط انتقال آب (Water transmission lines)
این خطوط برای انتقال آب از تانکر اولیه تا موضع برشکاری مورد استفاده قرار گرفته و شامل شلنگ انعطاف پذیر، لوله های سخت و مفاصل چرخان یا انعطاف پذیر میباشد.
معمولا ظرفیت شلنگهای بکار رفته در دستگاه واترجت (Waterjet) تا ۳۸۰ مگاپاسکال است و چنانچه از این مقدار تجاوز نماید سایر تجهیزات انتقال (لوله های سخت و مفاصل انعطاف پذیر یا چرخان) مورد استفاده قرار میگیرند.
نکته: مفاصل انعطاف پذیر (فنری) نسبت به مفاصل چرخان در درجه ی بالاتری از اطمینان قرار دارند با این حال از آزادی حرکتی کمتری برخوردار هستند.
۶- شیر قطع و وصل جریان (On/Off valve)
یک شیر دو طرفه و دو موقعیته هیدرولیکی است که برای قطع و وصل جریان جت آب مورد استفاده قرار میگیرد.
نکته: مدت زمان عکس العمل و پاسخگویی این شیر اهمیت بالایی دارد.
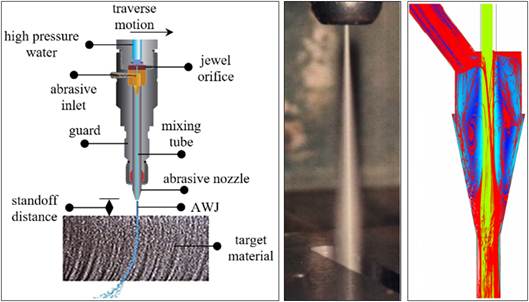
۷- نازل واترجت (Waterjet nozzles)
برای درک بهتر ساختار و عملکرد نازل جت آب (Waterjet) به تصویر زیر توجه نمایید:
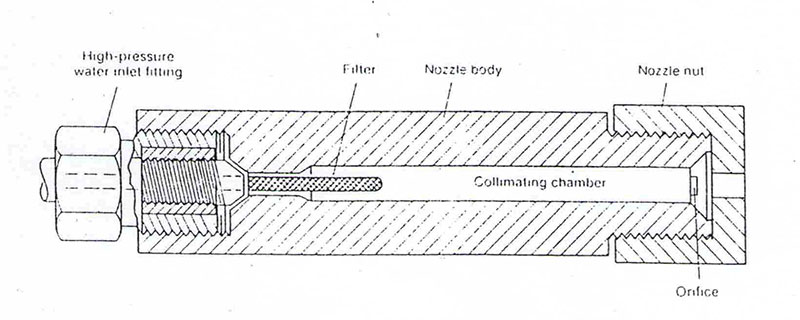
محفظه ی هم راستایی (Collimating Chamber) واگرایی جت آب خارج شده از (اوریفیس) نازل (Nozzle) را کاهش میدهد، همچنین کیفیت سطحی لبه های اوریفیس (Orifice) تاثیر زیادی در چسبندگی (پیوستگی) واترجت خواهد داشت.

بهترین جنس اوریفیس از الماس مصنوعیست و قطر خروجی میتواند بسیار اندک و معادل ۰٫۰۷۵ میلیمتر (یا حتی کوچکتر) باشد. امروزه برای کاهش هزینه اوریفیس هایی از جنس یاقوت نیز مورد استفاده قرار میگیرند، در حالیکه عمر اوریفیس هایی که از جنس الماس هستند معادل ده برابر اوریفیس های یاقوتی است و در بسیاری از مواقع با تمیز کردن مسیر خروجی امکان استفاده ی آنها در دفعات مختلف امکان پذیر است. (لازم به ذکر است قیمت اوریفیس های الماسی ۷ تا ۱۰ برابر انواع یاقوتی است).
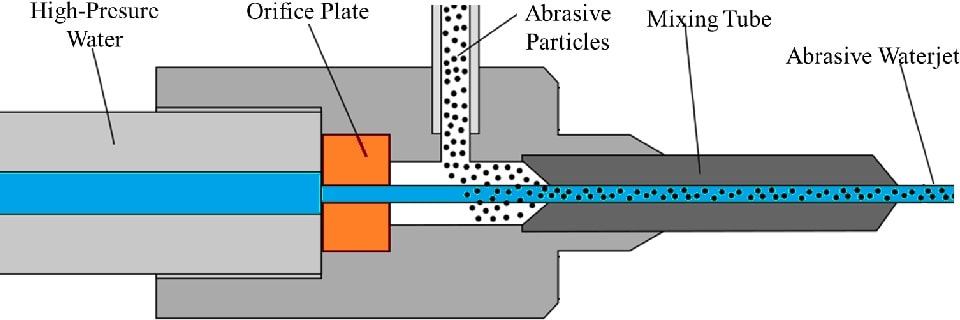
نازلهایی که برای جت ساینده (واترجت + ذرات ساینده) مورد استفاده قرار میگیرند شباهت زیادی با نازلهای معمولی دارند با این تفاوت که شامل محفظه ای برای تزریق مواد ساینده به جت آب هستند. (Mixing Tube) زمانی که جریان آب (همان جت آب یا Waterjet) از محفظه ی ترکیب (Mixing Tube) عبور میکند جریان زیاد آب ناحیه ای با فشار کمتر بوجود میاورد که منجر به مکش مواد ساینده در آن میشود و این جریان در نازل دوم متمرکز شده و نهایتا جت ساینده ی آب بوجود میاید. خروجی اوریفیس نازل دوم با توجه به حضور مواد ساینده قطر بیشتری دارد و معمولا از ۰٫۷۵ تا ۲٫۵ میلیمتر است .
۸- گیرنده ی جت آب (Waterjet Catcher)
نهایتا جت آب با فشار و سرعت زیاد قطعه را برش داده و از آن عبور میکند، قابل درک است که جمع آوری این جریان پرفشار کاملا ضروریست و تمهیداتی که در این خصوص مورد استفاده قرار میگیرند “گیرنده ی جت آب(واترجت)” یا Waterjet Catcher نامیده میشوند. استفاده از این ساز و کار منجر به کاهش لرزش های زمان برشکاری میشوند و علاوه بر آن از ایجاد مه گرد و غبار و سر و صدای زیاد جلوگیزی مینماید.
عمق گیرنده ی جت آب باید به حدی باشد که جریان پیوسته ی واترجت پیش از رسیدن به انتهای تانکر گسسته شود (معمولا در عمقی معادل ۳۰ الی ۶۰ سانتی متر)، با این حال تانکرهایی با عمق کمتر که از مواد جاذب پر شده باشند نیز قابل استفاده میباشند.
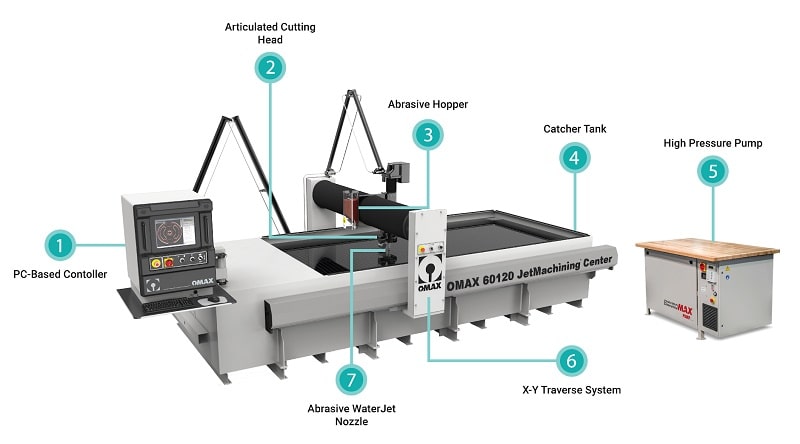
در ادامه یک دستگاه واترجت شامل تمامی اجزای معرفی شده در بالا را مشاهده میکنید که از کنترلر CNC برای هدایت برشکاری استفاده مینماید.
پارامترهای ماشینکاری با جت آب (واترجت)
در فرآیند ماشینکاری با جت آب (WJM) پارامترهای مختلفی تاثیرگذارند که مهمترین آنها عبارتند از:
فشار و دبی جریان و قطر نازل
متغیرهای جریان پرفشار آب (واترجت) مطابق با رابطه ی برنولی برای مایعات تراکم ناپذیر است بصورتیکه با در نظر گرفتن ساز و کار دستگاه واترجت بعنوان یک سیستم خواهیم داشت :
Q نرخ حجمی جریان، C ضریب تبدیل اوریفیس (که معمولا ۰٫۷ است) ، d قطر اوریفیس، P فشار جریان آب (همان واترجت) و D چگالی متوسط سیال است.
دبی جریان بر نرخ باربرداری قطعه کار اثرگذار است و فشار جریان علاوه بر نرخ باربرداری مکانیزم برش را نیز تحت تاثیر قرار میدهد، بصورتیکه فشار زیاد جریان در حین برشکاری منجر به دور شدن مواد جدا شده از قطعه کار میشود.
بدیهی است که فشار اندک جریان، حتی در دبی بالا، برای برش قطعه کار کافی نیست و با افزایش استحکام قطعه کار لازم است فشار واترجت نیز افزایش یابد، بعبارتی با ثابت در نظر گرفتن دبی، افزایش فشار منجر به افزایش باربرداری از قطعه کار میشود. فشار واترجت توسط معادله برنولی بصورت زیر قابل بررسی میباشد : (V سرعت واترجت، P فشار و D چگالی آن است)
از سویی انرژی جنبشی معادل است با :
و انرژی جنبشی هر ذره از واترجت با مجذور سرعت آن در ارتباط است، و مطابق با این دو رابطه با افزایش فشار واترجت انرژی جنبشی ذرات آن بیشتر شده و احتمال غلبه ی آن بر انرژی بین مولکولی ذرات قطعه کار افزایش میابد. (پس نرخ برشکاری زیاد خواهد شد)
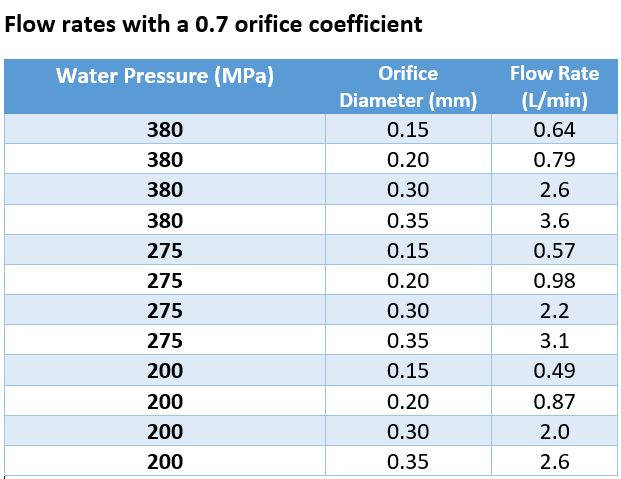
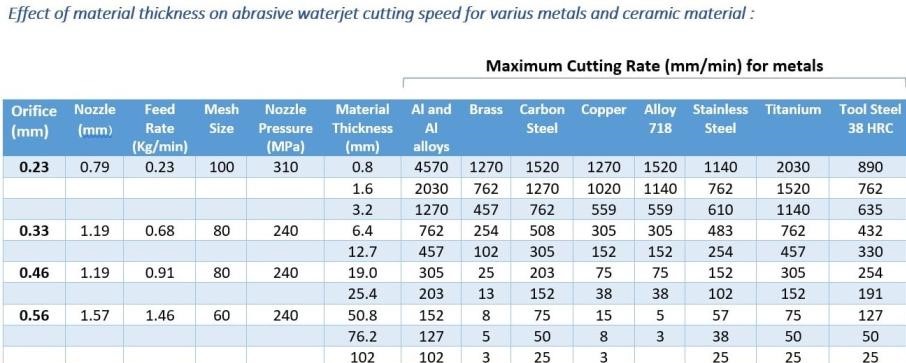
اگر فشار واترجت برای برش ماده کار کافی باشد و ثابت نگاه داشته شود، نرخ براده برداری بر اساس دبی خروجی جت آب قابل محاسبه است. جدول زیر شامل نرخ های رایج برشکاری برای مواد مختلف میباشد. (برای واترجت معمولی و بدون مواد ساینده)
در جدول زیر دبی جریان برای اوریفیس با نرخ تبدیل ۰٫۷ مشاهده میشود.
فشار و نرخ برش مناسب برای ماشینکاری واترجت (بدون مواد ساینده) در مواد مختلف :

بیشترین نرخ برشکاری برای جت ساینده و مواد فلزی عبارت است از :
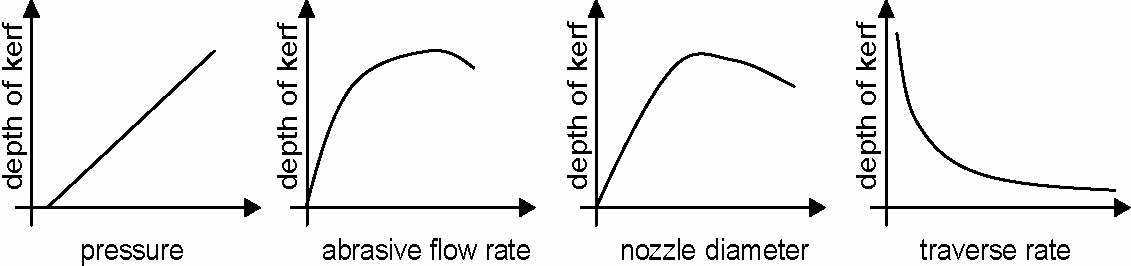
تاثیر هر یک از پارمترها بر عمق شیار ایجاد شده در حین ماشینکاری واترجت مطابق نمودارهای زیر است :
فاصله نازل از قطعه کار یا Standoff Distance
زمانی که فاصله ی نازل واترجت تا قطعه کار کمتر از ۲٫۵ میلیمتر است، جت آب هنوز به ثبات نرسیده و قطر و شکل متفاوتی دارد، لذا این فاصله معمولا بین ۲٫۵ تا ۶٫۳۵ میلیمتر تنظیم میگردد.
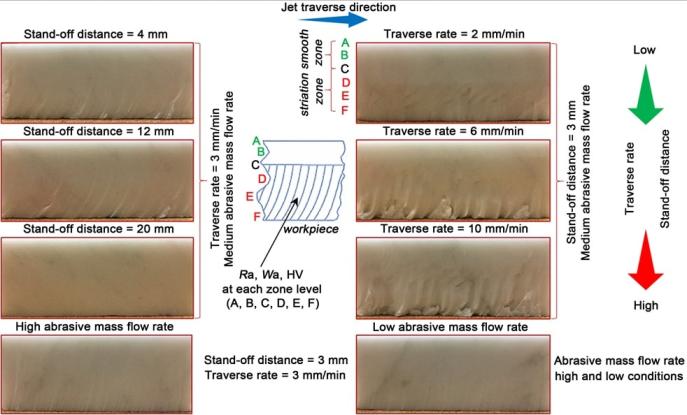
نرخ گذر یا Traverse Rate
هر چقدر قطعه کار ضخیم تر یا سخت تر باشد از لازم است نرخ گذر اندازه ی کمتری داشته باشد.
برای مواد بسیار ضخیم یا خیلی سخت که امکان برش در یک پاس وجود نداشته باشد، امکات استفاده از چند پاس وجود دارد بشرط آنکه پاس اول توانسته باشد شیار مناسبی روی قطعه ایجاد نماید.
با کاهش نرخ گذر کیفیت لبه های برش افزایش میابد.
تاثیر جهت و اندازه ی نرخ گذر در تصویر زیر کاملا مشخص است.
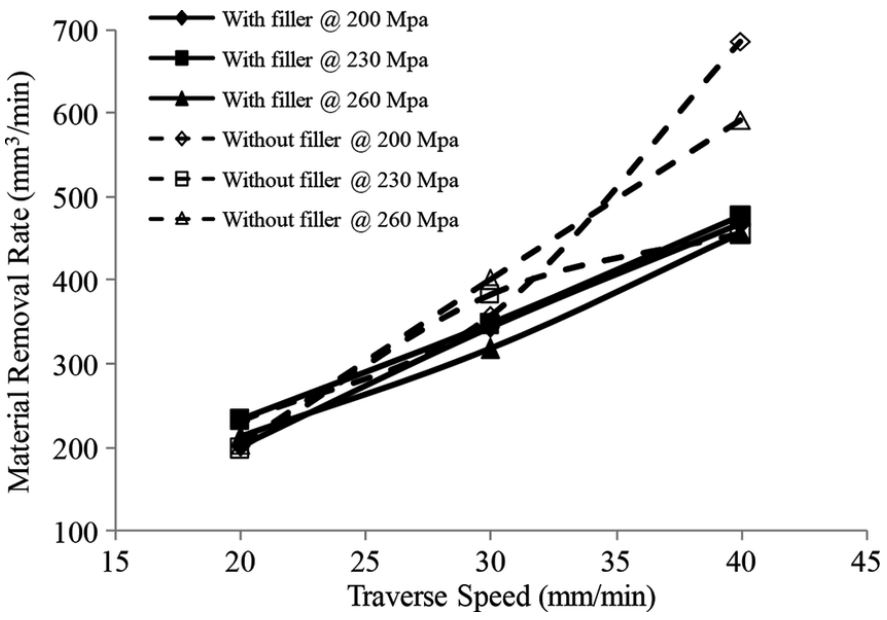
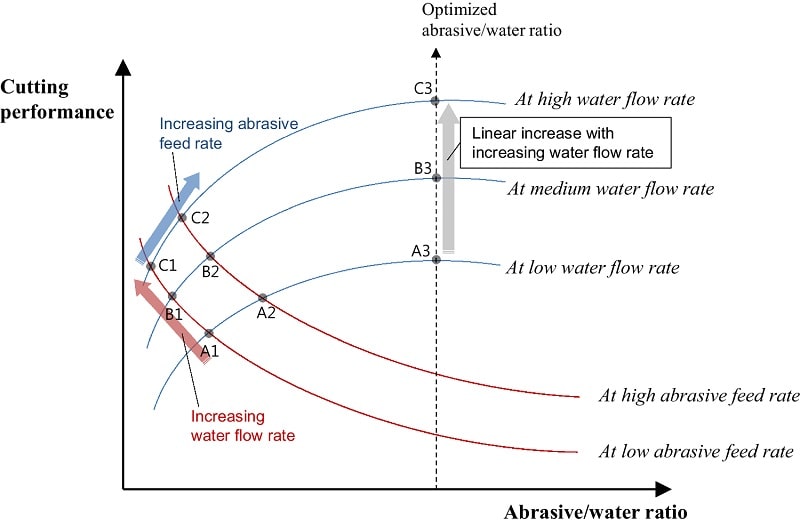
تاثیر تمامی پارامترهای مهم در کیفیت برشکاری
در نمودار زیر تاثیر مجموعه متغیرهای حائز اهمیت در برشکاری واتر جت نمایش داده شده است.
مزایای ماشینکاری واترجت
– میتوان برای گوشه های خارجی زاویه ی کاملا قائم (بدون شعاع) و برای کنج های داخلی گوشه هایی با شعاع اندک (حداقل برابر با قطر جت آب) بوجود آورد.
-نیروهای جانبی وارد بر قطعه کار اندک است و فرآیند برشکاری میتواند با کمترین میزان گیره بندی یا فیکسچر انجام پذیرد، ضمن اینکه فشار جت آب قطعه کار را روی تکیه گاه میفشارد.
– در این فرآیند ابزار برشکاری واترجت (جت آب) است و هزینه ی ابزار تا حد بسیار زیادی نسبت به سایر روشها کمتر است.
– در فرآیند کانتور بری نیاز به ایجاد سوراخ اولیه نیست.
– در این فرآیند سختکاری قطعه کار یا تنش های حرارتی وجود ندارد.
– یا توجه به خروج براده های حاصل از برشکاری به همراه آب خروجی و دریافت کننده ی جت آب میزان آلودگی تا حد زیادی کاهش خواهد یافت.
– برشکاری طیف زیادی از مواد امکان پذیر است.
– شیار حاصل از برش ضخامت اندکی دارد و اتلاف ماده خام را کاهش میدهد، ضمنا امکان ایجاد برش ظریف وجود دارد. (در اکثر دستگاه های متوسط به بالا ضخامت در حدود ۱ میلیمتر و در دستگاه بسیار دقیق حدودا نیم میلیمتر است)
– امکان برش چند لایه از قطعه کار وجود دارد، و معمولا تمامی لایه ها از کیفیت برش مطلوبی برخوردار خواهند بود.

کاربردهای واترجت
موارد استفاده از ماشینکاری واترجت بدون مواد ساینده:
- برش مدارهای الکتریکی چاپی
- برش مواد سلولزی
- برشکاری پلاستیک های سبک وزن تقویت شده با فیبر
- لخت کردن سیم
- برش متقاطع یا Cross Cutting
- برش مواد غذایی
- برش قطعات بصورت شبکه بندی
موارد استفاده از ماشینکاری با مواد ساینده:
- برشکاری فولاد ابزار
- برشکاری نیکل
- برشکاری مواد ساخته شده از فیبر کربن
- برشکاری کوپن تست خستگی (که از تیتانیوم و نیکل ساخته میشوند)
بسیار عالی ممنون از سایت خوبتون???
با سلام عالی و متشکر
سلام امکان دانلود روی اطلاعات ندارم چطوری رفع میشه ممنون