کاملترین راهنمای ماشین پرس

ماشین پرس ابزاری است که در انواع بسیار متنوعی ساخته شده و با بهره گیری از راهکارهای گوناگون، فشار مورد نیاز در فرآیندهایی همچون شکلدهی، برشکاری، آهنگری، مونتاژ قطعات، اکستروژن و … را تامین مینماید.
آشنایی جوامع بشری با فرآیندهای مبتنی بر فشار به مدتها پیش از ظهور دستگاههای پرس بازمیگردد؛ ساخت ادوات جنگی (شمشیر، چاقو و …) و ضرب سکه نمونه های بارزی از بکارگیری فشار در شکلدهی، آهنگری و سختکاری محسوب میشوند که در دوران فقدان تکنولوژی، تنها بواسطه ی نیروی انسان و با ابزارهای ساده ای همچون چکش، پتک و اهرمهای فشاری ساخته شده اند.
نزدیک به دو قرن پیش، در حدود سال ۱۸۰۰ میلادی، چکشهای بخار پا به عرصه ی وجود گذاشته و برای نخستین بار شکلدهی و آهنگری قطعات بدون نیاز به نیروی انسان میسر شد اما کماکان شکلدهی یا آهنگری فلزات سخت امری ناممکن محسوب میشد و نتیجه ی اقدامات انجام شده برای ارتقای آنها، طیف وسیع دستگاههای حال حاضر است.
در این مقاله انواع ماشینهای پرس از نظر منبع قدرت (هیدرولیکی، نیوماتیکی، مکانیکی یا ضربه ای، دستی)، چهارچوب (فریم های C، H و … )، تعداد عملکرد (Single, Double, Triple Action) ، تناژ، تجهیزات جانبی و … مورد بررسی قرار خواهند گرفت.
جعبه راهنمای مقاله
با توجه به طولانی بودن این مطلب میتوانید با کلیک روی عنوان دلخواه به بخش مورد نظر هدایت شوید:
انواع دستگاه پرس از نظر منبع قدرت
- با مکانیزم لنگ یا ضربه ای
- با مکانیزم لولایی
- با مکانیزم خارج از مرکز
- با مکانیزم چرخ دنده و شانه
- با مکانیزم پیچ
کاربرد گیربکس و کلاج و ترمز در پرس مکانیکی
انواع دستگاه پرس از نظر صفحات لغزنده (Single & Double & Triple Action)
انواع طبقه بندی دستگاه پرس
دستگاه های پرس پارامترهای مختلفی دارند که برای طبقه بندی قابل استفاده هستند، رایجترین آنها عبارتند از:
- منبع قدرت استفاده شده برای ماشین پرس شامل دستی، مکانیکی، هیدرولیکی، پنوماتیکی (نیوماتیکی) و هیدروپنوماتیکی
- تعداد صفحات لغزنده (یک عملکرده، دو عملکرده، سه عملکرده)
- چهارچوب (قوسی شکل، ستونی، H و …)
نکته: عبارات “یک عملکرده، دو عملکرده و سه عملکرده” معادل اصلاحات Single Action، Double Action و Triple Action هستند.
پارامترهای دیگر ماشینهای پرس عبارتند از تناژ، ابعاد، نحوه ی کنترل (غیر اتوماتیک و سرو کنترل)، طول کورس، توان موتور و … که گاها در منابع بعنوان مبنای طبقه بندی معرفی میشوند. (اما جزو پارامترهای مرسوم نیستند)
۱- انواع ماشینهای پرس از نظر منبع قدرت
در یک طبقه بندی کلی دستگاه های پرس به دو نوع دستی و غیر دستی قابل تقسیم بندی میشوند که انواع غیر دستی آن شامل ماشین های پرس مکانیکی (ضربه ای یا لنگ)، هیدرولیک، پنوماتیک و هیدروپنوماتیک میباشند؛ در ادامه تمامی این ماشین آلات مورد بررسی قرار خواهند گرفت.
۱-۱- دستگاههای پرس دستی یا Manually Operated Presses
این ابزارآلات بواسطه ی تجهیزاتی همچون اهرمها، چرخدنده ها، مدارهای هیدرولیکی، پیچها و … برای افزایش توان و نیروی کارگر در شکلدهی، برشکاری، سوراخکاری، مونتاژ و سایر فرآیندها مورد استفاده قرار میگیرند.
دستگاههای پرس دستی بعلت محدودیت در تناژ (ظرفیت پرس) و سرعت پایینی که در عملکرد خود دارند برای کارخانجات و خطوط تولید کاربرد چندانی ندارند اما با توجه به قیمت کمتر و ابعاد کوچکتر، ابزاری کارآمد در سالنهای مونتاژ، کارگاه های نمونه سازی (مثل بسیاری از کارگاههای عمومی) یا مراکز آموزشی محسوب میشوند.
انواع این ماشین آلات عبارتند از:
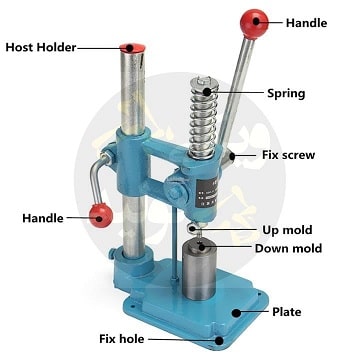
ماشین پرس پانچ دستی با کمک اهرم (Manual Punching Press)
در این دستگاه عملیات پانچ با کمک یک اهرم و نیروی دست کارگر انجام میشود و با تهیه ی تجهیزات جانبی برای فرآیندهای شکل دهی و برشکاری نیز قابل استفاده است.
ماشین پرس شکلدهی با کمک اهرم (Manual Stamping Press)
در این دستگاه با کمک یک اهرم نیروی دست کارگر تقویت شده و عملیات شکلدهی انجام میشود:

ماشین پرس برشکاری با مکانیزم پیچ و شانه (Manual Cutting press with Screw & Rack mechanism)
اپراتور با چرخاندن اهرم دستی، پیچ را در مسیر رزوه هدایت کرده و فشار لازم برای برشکاری تامین خواهد شد.

ماشین پرس مونتاژ با اهرم دستی (Manual Assembly Press)
ار این پرس برای مونتاژ قطعاتی همچون بلبرینگ، پرچ یا شفت با انطباق پرسی استفاده میشود.

دستگاههای پرس شکلدهی با مدار هیدرولیکی دستی (Manual Hydraulic Workshop Press)
در این دستگاه اپراتور با بالا و پایین کردن اهرم، اقدام به جابجایی سیال هیدرولیک و تامین فشار پشت پیستون مینماید.

دستگاه های پرس خمکاری با محرک پدالی (Manual hydraulic workshop press)
این دستگاه مکانیزمی مشابه نمونه ی قبلی دارد، با این تفاوت که از نیروی پا برای تامین فشار هیدرولیک استفاده میشود.

مزایا و معایب ماشین های پرس دستی
مزایای ماشینهای پرس دستی عبارتند از:
- صدای بسیار کمی دارند و برای استفاده در مناطق مسکونی یا مراکز آموزشی انتخاب مطلوبی محسوب میشوند.
- ابعاد کوچکی داشته و فضای کمتری اشغال میکنند.
- جابجایی و حمل و نقل آنها بسیار ساده و کم هزینه است.
- قیمت خرید و هزینه ی تعمیرات و نگهداری بسیار کمی دارند.
- انعطاف پذیری بالایی داشته و با اضافه کردن قطعات ساده بهینه سازی میشوند.
- به منبع انرژی نیازی ندارند. (کاهش هزینه و نداشتن محدودیت در استفاده)
- کم خطرترین نوع پرس برای اپراتور محسوب میشوند.
معایب ماشینهای پرس دستی عبارتند از:
- برای بسیاری از مواد و فرآیندها قابل استفاده نمیباشند.
- در قیاس با سایر ماشینهای پرس سرعت پایینی دارند و در فرآیند تولید قابل اتکا نیستند. (مگر برای مونتاژ)
۲-۱- دستگاههای پرس مکانیکی
در دستگاه پرس مکانیکی از روشهای مختلفی برای تبدیل چرخش موتور الکتریکی (نیروی دورانی) به جابجایی خطی (نیروی خطی) استفاده میشود که بواسطه ی آن سینه ی پرس (صفحه ی متحرک پرس یا Ram) بر قالب فشار وارد مینماید.
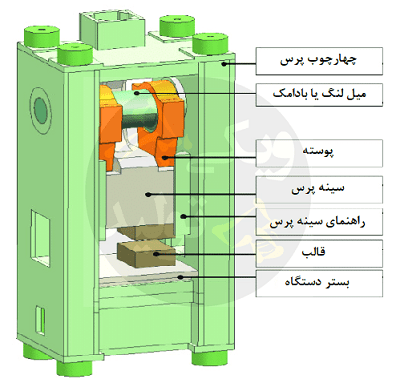
ماشین پرس لنگ یا ضربه ای (Crank Press)
در این دستگاه حرکت چرخشی موتور الکتریکی به میل لنگ (Crankshaft) منتقل شده و یک شاتون، حرکت دورانی میل لنگ را به سینه ی پرس (RAM) منتقل خواهد کرد.
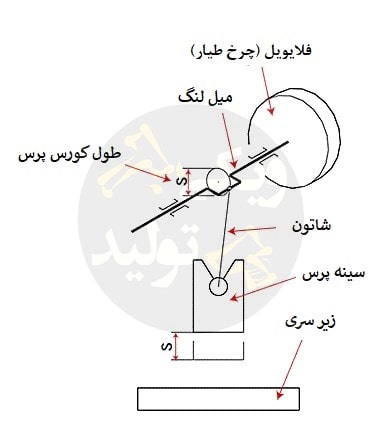
در ادامه تصویر یک میل لنگ ساده نمایش داده شده که با دو برابر کردن میزان انحراف ناحیه ی خارج از مرکز آن، طول کورس پرس محاسبه خواهد شد.

با توجه به محدودیت ابعاد میل لنگ (ناحیه ی خارج از مرکز آن) طول کورس این نوع پرس محدود است اما سرعت بالایی دارد؛ همچنین با کاهش فاصله ی خارج از مرکز، زمان مورد نیاز برای چرخش میل لنگ کاهش و سرعت پیمایش آن افزایش خواهد یافت.
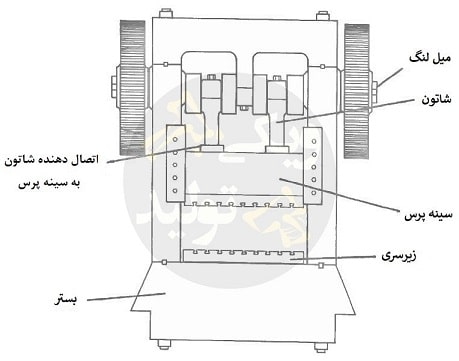
نکته: در میل لنگهای بکار رفته در ماشینهای پرس، تعداد نواحی خارج از مرکز دو عدد یا بیشتر است و انتقال نیرو با بیشتر از یک شاتون انجام میپذیرد، مانند میل لنگ مونتاژ شده در تصویر زیر:
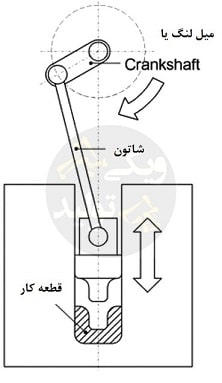
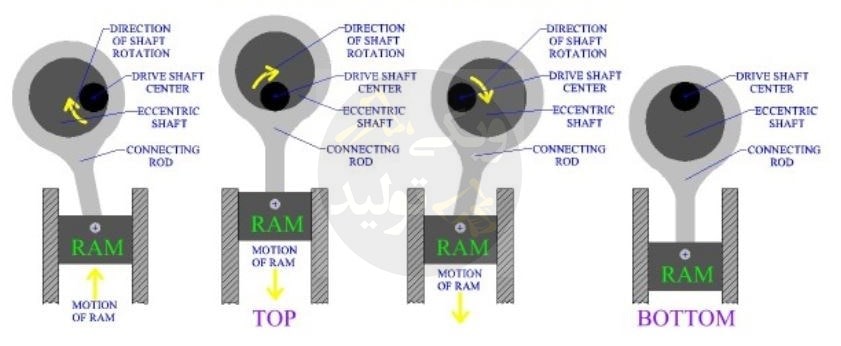
در ادامه نحوه ی پیمایش کورس توسط ماشین های پرس لنگ نمایش داده میشود:
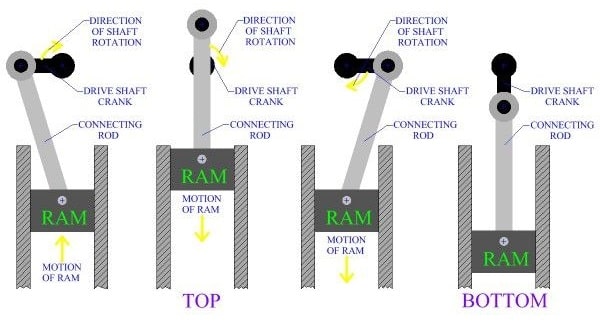
ترجمه ی اصطلاحات بکار رفته در تصویر
Drive Shaft Crank = میل لنگ (ترجمه: میل لنگ متحرک)
Connecting Rod = شاتون (ترجمه: میله ی اتصال دهنده)
Ram = سینه ی پرس
در ادامه نمونه ای از دستگاه های پرس ساخته شده با مکانیزم لنگ مشاهده میشود:

ماشینهای پرس با مکانیزم لولای مفصلی (Knuckle joint press machines )
در این ماشینها از مکانیزم دیگری برای تبدیل چرخش میل لنگ به حرکت خطی استفاده میشود که در تصویر زیر نمایش داده شده است:
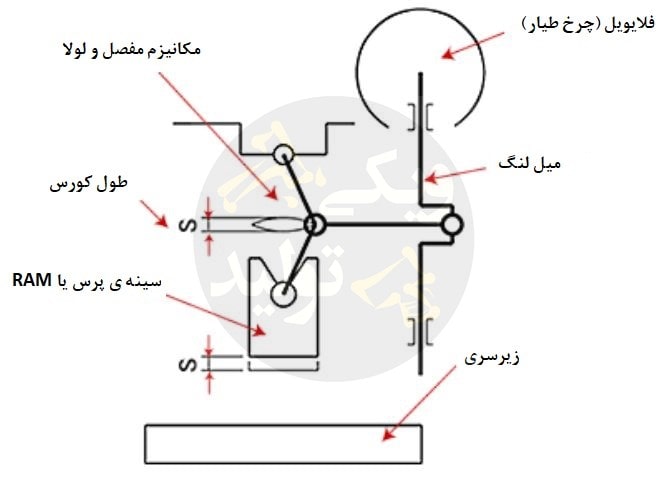
تفاوت اصلی این روش با مکانیزم قبلی در آن است که شاتون مستقیما به سینه ی پرس (Ram) متصل نمیشود، همچنین ماشینهای پرس با مکانیزم لولای مفصلی برای اعمال تناژهای بسیار بالا (در فرآیندهایی مثل اکستروژن) گزینه ی مطلوبی هستند اما طول کورس پایینی دارند.
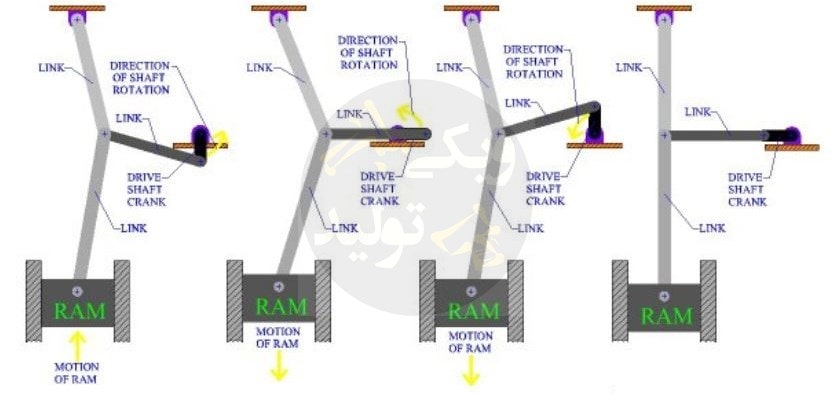
نمایی از نحوه ی پیمودن طول کورس در تصویر زیر نمایش داده میشود:
ماشینهای پرس خارج از مرکز یا Eccentric Press
هر دو دستگاه قبلی (Crankshaft presses و Knuckle joint presses) مبتنی بر حرکت خارج از مرکز میل لنگ بوده اند با این حال عنوان “خارج از مرکز” تنها برای دستگاه های پرسی با مکانیزم زیر مورد استفاده قرار میگیرند:
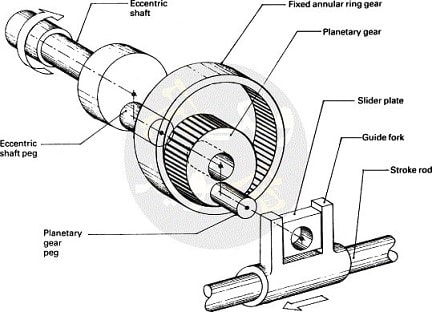
در این مکانیزم یک میل لنگ (Crankshaft) یا بادامک (بصورت کلی یک شفت خارج از مرکز) درون پوسته ای قرار گرفته که با چرخش آن، دنباله ی متصل به پوسته (Connecting rod) جابجا شده و منجر به حرکت خطی سینه ی پرس (Ram) میشود.
در زیر یک قالب فورج مکانیکی خارج از مرکز مشاهده میشود:
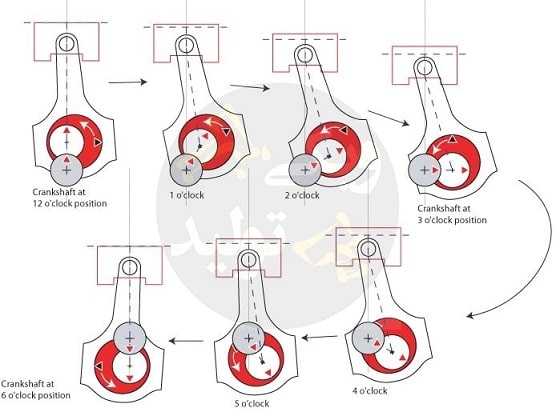
نحوه ی پیمودن کورس در این ماشینهای پرس بصورت زیر میباشد:
همچنین در تصویر زیر نحوه ی عملکرد این ماشینها و موقعیت سینه ی پرس بخوبی نشان داده میشود:
در این مکانیزم کماکان محدودیت طول کورس وجود دارد اما سرعت پیمودن آن زیاد است و استفاده از موتورهای کوچکتر امکان پذیر میباشد.
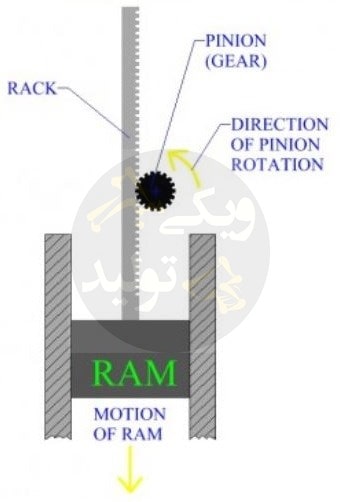
ماشین پرس با مکانیزم چرخ دنده و شانه یا Rack and Pinion press یا Toggle Press
در این ماشینها از مکانیزم ساده ی چرخ دنده و شانه برای اعمال فشار به قطعه کار استفاده میشود، بدینصورت که خروجی موتور مستقیما به چرخ دنده متصل شده و با قرار گیری آن روی شانه، حرکت خطی سینه ی پرس تامین خواهد شد، در زیر تصویر مکانیزم چرخ دنده و شانه مشاهده میشود:

این تجهیزات تفاوت زیادی با نمونه های قبلی ماشین های پرس دارند، چرا که میتوانند طول کورس زیادی داشته باشند، اما سرعت و ظرفیت تناژ کمتری را پشتیبانی میکنند.
از سوی دیگر در تمام پرسهای لنگ (سه مورد اول) نیروی فشاری متغیر است و در انتهای کورس به ماکزیمم مقدار خود خواهد رسید اما مکانیزم بکار گرفته شده در این دستگاه پرس سبب میشود نیروی فشاری یکسانی در تمامی طول کورس وجود داشته باشد.
در تصویر زیر نحوه ی عملکرد مکانیزم چرخدنده و شانه در ماشینهای پرس مشاهده میشود:
دستگاههای پرس ضربه ای با مکانیزم پیچ Screw Press یا Friction Press
در ماشینهای پرس پیچشی، معمولا یک دیسک با کمک نیروی اصطکاک، نیروی دورانی موتور را به یک دیسک چرخان یا فلایویل (Flywheel) منتقل کرده و راستای (افقی) چرخش به عمودی تبدیل میشود؛ نهایتا دوران دیسک چرخان منجر به باز یا بسته شدن پیچ بزرگی خواهد شد که به سینه ی پرس متصل است.
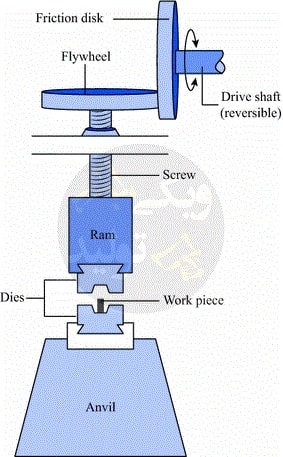
گاها این ماشین آلات بصورت مستقل از دستگاههای پرس مکانیکی دسته بندی میشوند، چرا که بر خلاف آنها طول کورس زیاد و سرعت پایینی دارند. (+ پرسهای چرخدنده و شانه)
معمولا در این ماشین آلات از دو سینه ی پرس استفاده میشود که در جهت مخالف هم حرکت نموده و اپراتور قادر است حین بازگشت یکی از آنها (کورس مرده) ، طرف دیگر را برای قطعه زنی مورد استفاده قرار دهد.
نکته: این پرسها یکی از موارد پرکاربرد در فورج محسوب میشوند، اما در سایر فرآیندها نیز مورد استفاده قرار میگیرند.
گیربکس (Gearbox)، کلاچ (Clutch) و ترمز (Brake) در پرسهای مکانیکی
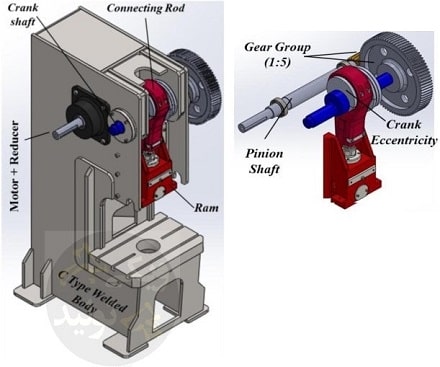
معمولا در تمامی دستگاههای پرس معرفی شده در بخش ۱-۲-۱، مجموعه ی گیربکس، کلاج و ترمز برای کنترل بیشتر ماشین مورد استفاده قرار میگیرند، همچنین در بسیاری از موارد برای انتقال قدرت به میل لنگ از تسمه و پولی یا گیربکس استفاده میشود تا سرعت پیمودن کورس (تا حدی) قابل تنظیم باشد؛ به تصویر زیر توجه نمایید:
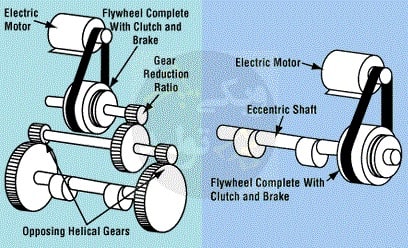
کلاچ برای انتقال نیروی موتور به میل لنگ (قطع و وصل اتصال) مورد استفاده قرار میگیرد؛ در تصویر زیر چهار آرایش مختلف گیربمش و کلاچ نمایش داده میشود:
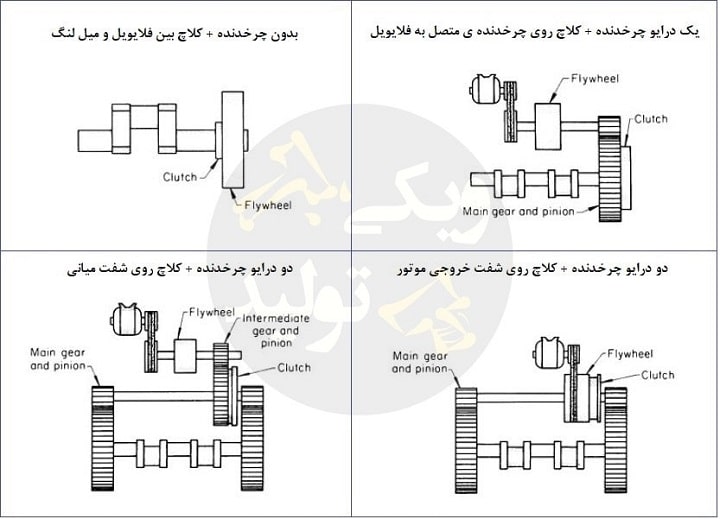
به صورت کلی از دو نوع کلاچ در ماشینهای پرس استفاده میشود که عبارتند از:
Full revolution clutch یا کلاچ تمام گردش که تا زمان کامل نشدن یک کورس کامل (یا یک دور چرخش کامل میل لنگ یا بادامک) قطع انتقال قدرت امکان پذیر نیست.
Part revolution Clutch یا کلاچ با عملگر لحظه ای که میتواند در هر نقطه ای از کورس، انتقال قدرت را متوقف نماید.
۳-۲-۱-مشخصات و مزایا و معایب ماشین های پرس مکانیکی
در مکانیزمهای بکار گرفته شده برای تمامی دستگاه پرس مکانیکی به استثنای مکانیزمهای (چرخدنده و شانه) و (پیچشی)، مقدار نیروی پرس متغیر است و بیشینه ی آن زمانیست که سینه ی پرس در پایینترین نقطه قرار میگیرد.
در این ماشین آلات، سرعت حرکت سینه ی پرس بسیار زیاد است و گزینه ی ایده آلی برای خطوط تولید انبوه محسوب میشود، با این حال به استثنای ماشین پرس های (پیچی) و (چرخ دنده و شانه) طول کورس محدودی دارند.
در این میان تنها ماشینهایی با مکانیزم “پیچ” قادر هستند تناژ بالایی را برای کورسهای بلند تامین نمایند و به همین علت در فرآیندهای فورج یا کشش عمیق قابل استفاده میباشند.
ظرفیت تناژ دستگاه پرس مکانیکی بطور چشمگیری کمتر از انواع هیدرولیکی میباشد، با این حال نمیتوان محدوده ی خاصی برای آن قائل شد و چه بسا که گزارشهایی مبنی بر ساخت دستگاههای پرس مکانیکی با ظرفیت ۱۲۰۰۰ تن نیز منتشر شده اند. (طبیعتا دسترسی به چنین تجهیزاتی بسیار دشوار است)
مزایای ماشینهای پرس مکانیکی
- از سرعت بسیار بالاتری نسبت به سایر تجهیزات (هیدرولیکی، پنوماتیکی، هیدروپنوماتیکی) برخوردار هستند.
- نسبت به ماشین های پرس هیدرولیکی قیمت پایینتری دارند.
- انتخاب مطلوبی برای قالبهای پراگسیو یا مرحله ای هستند. (گاها تنها انتخاب)
- شوک گسستگی مواد در حین برش روی آنها بی اثر است و بهترین گزینه برای قالبهای بلنک زنی و برشکاری محسوب میشوند.
نکته: در حین برشکاری، گسستگی قطعه کار منجر به وارد آمدن نیروی ناگهانی میشود که بر خلاف ماشین های پرس هیدرولیکی، تاثیری در عملکرد ماشینهای لنگ ندارد.
معایت دستگاه های پرس مکانیکی
- طول کورس آنها محدود و غیر قابل تغییر است.
- نیرو و سرعت پرس یکنواخت نیست. (ماکزیمم نیرو در انتهای کورس، ماکزیمم سرعت در میانه ی کورس)
- احتمال آسیب دیدگی اپراتور بیشتر از سایر دستگاههای پرس است.
- بیشترین میزان آلودگی صوتی را دارد.
- کنترل پذیری اندکی دارد و در ماشین آلات لنگ، تغییر جهت سینه ی پرس تنها پس از کامل شدن کورس امکان پذیر خواهد بود.
۳-۱- دستگاه پرس هیدرولیکی
در دستگاه های پرس هیدرولیکی، فشار از طریق سیال مایع تامین میشود بطوریکه برای تنظیم طول کورس دستگاه و سرعت پیمایش آن از پمپی با قابلیت تغییر حجم و فشار و برای اعمال نیرو از سیلندر هیدرولیکی استفاده خواهد شد.
در میان تمامی انواع ماشین های پرس، بیشترین تناژ و طول کورس متعلق به ماشین آلات هیدرولیکی است، همچنین فشار و سرعت سینه ی پرس در تمام طول کورس یکسان میباشد (مزیت بزرگی در فرآیند کشش عمیق محسوب میشود) و تنها محدودیت آنها سرعت پایین پیمایش کورس است.
بصورت کلی نحوه ی عملکرد ماشین های پرس هیدرولیکی مطابق تصویر زیر است:
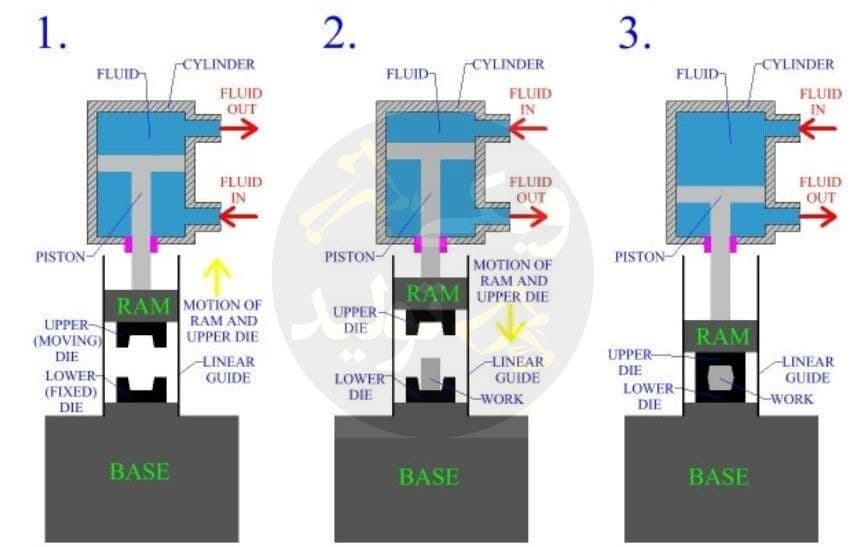
در دستگاه های پرس هیدرولیکی، جهت حرکت سینه ی پرس (کورس رفت یا برگشت) با افزایش و کاهش فشار در هر یک از طرفین پیستون قابل تغییر خواهد بود لذا، بر خلاف ماشین پرس مکانیکی، اپراتور میتواند در هر زمانی (در هر مرحله ای از کورس) برای تغییر جهت حرکت آن اقدام نماید.
اصطلاحا گفته میشود که دستگاههای پرس هیدرولیکی نسبت به باردهی بیش از حد محافظت میشوند (Overload Protection) چرا که در مدار هیدرولیکی آنها از یک شیر کنترل فشار استفاده شده که در زمان باردهی غیرمجاز، فشار مدار را کاهش داده و از آسیب پمپ یا سیلندر جلوگیری مینماید.
همچنین با توجه به تعداد اندک قطعات درگیر و ایمن بودن آنها در برابر باردهی بیش از حد، عمر کاری این تجهیزات زیاد است و نسبت به دستگاههای پرس مکانیکی نیاز کمتری به تعمیرات و نگهداری خواهند داشت.

مزایای ماشین پرس هیدرولیکی
- بیشترین تناژ پرس
- به شدت کنترل پذیر و قابل برنامه ریزی
- محدودیتی در طول کورس ندارد
- ایمنی بیشتر اپراتور به نسبت دستگاه پرس مکانیکی
- فشار و سرعت یکسان در تمام نقاط کورس
- عمر کاری زیاد
- هزینه ی تعمیرات و نگهداری نسبتا پایین
- امنیت در برابر باردهی بیش از حد
- کم بودن آلودگی صوتی
معایب دستگاه پرس هیدرولیک
- تاثیرپذیری عملکرد دستگاه از تغییرات دمایی (اثر پذیری سیال)
- پایین بودن سرعت پیمایش کورس به نسبت تجهیزات نیوماتیکی و مکانیکی
- حرارت کاری زیاد و احتمال آتش سوزی در صورت استفاده از روغن هیدرولیک نامناسب
- مصرف انرژی نسبتا بالا
۴-۱- دستگاههای پرس نیوماتیکی یا پنوماتیکی (Pneumatic presses)
در ماشین های پرس پنوماتیکی از هوای خشک و فشرده برای تامین فشار استفاده میشود که برای این منظور، کمپرسور هوا (بجای پمپ) و سیلندرهای نیوماتیکی (بجای سیلندرهای هیدرولیکی) به کار گرفته میشوند. که شیوه ی عملکرد شباهت زیادی با پرسهای هیدرولیکی دارد، اما تناژ آنها بسیار کمتر و سرعت پیمایش آنها بسیار سریعتر است.
معمولا زمانی که کورس این پرس به پایان میرسد هوا از طریق شیرهای تخلیه خارج شده و فنرها سینه ی پرس را به موقعیت اولیه ی خود بازمیگردانند.
این پرسها تقریبا ده برابر سریعتر از پرسهای هیدرولیکی هستند، اما با این حال سرعت دستگاه های پرس مکانیکی بیشتر میباشد، همچنین زمانی که اپراتور اقدام به تخلیه ی هوا نماید پرس متوقف خواهد شد.
هوای فشرده ی استفاده شده در این عاری از رطوبت است و به آن مقدار کمی روغن برای پیشگیری از خوردگی اجزای مکانیکی اضافه میشود.

مزایای ماشینهای پرس نیوماتیکی
- سرعت بالاتری نسبت به پرسهای هیدرولیکی دارند.
- با دوام هستند و عمر کاری بسیار زیادی دارند. (حتی بیشتر از پرسهای هیدرولیکی، چون با هوای خشک کار میکنند.)
- نسبتا ارزان قیمت هستند. (از پرسهای هیدرولیکی کم قیمت تر و کم هزینه تر هستند.)
- کنترل پذیری نسبتا بالایی دارند. (بیشتر از پرسهای مکانیکی، کمتر از پرسهای هیدرولیکی)
- آلودگی صوتی کمتری نسبت به پرسهای مکانیکی ایجاد میکنند.
- عمر بیشتری نسبت به سایر انواع پرس دارند.
- آلودگی محیطی کمتری ایجاد میکنند.
معایب ماشین پرس های نیوماتیکی
- در ایجاد فشارهای بالا ناتوان هستند.
- تغییرات دما در نحوه ی عملکرد آنها تاثیرگذار است.
- برای فرآیندهایی که نیازمند فشردگی تدریجی هستند، مانند کشش عمیق، قابل استفاده نمیباشند.
۵-۱- ماشین پرسهای هیدروپنوماتیکی
در این ماشینها از هر دو مدار هیدرولیکی و نیوماتیکی استفاده میشود بدینصورت که عموما جابجایی بصورت نیوماتیکی و با سرعت زیاد انجام میشود و در زمان اعمال فشار، سیستم هیدرولیکی فعال خواهد شد.
۲- انواع دستگاههای پرس از نظر تعداد صفحات لغزنده (سینه ی پرس)
دستگاه های پرس میتوانند یک الی سه صفحه ی متحرک داشته باشند که در منابع با عناوین زیر مورد بررسی قرار میگیرند:
- Single Action، Double Action و Triple Action
- یک مرحله، دو مرحله، سه مرحله
- تک عمله، دو عمله، سه عمله
- یک کاره، دو کاره، سه کاره
با توجه به نبود ترجمه ی یکسان، در این راهنما از عناوین لاتین (Single, Double & Triple Action) برای شرح این طبقه بندی استفاده شده است.
نکته: هر دو پرس مکانیکی و هیدرولیکی میتوانند بصورت Single Action یا Multi Action (دو و سه عملکرده) باشند.
ماشینهای پرس Single Action
ماشین های پرس Single Action تنها برای یک عملکرد طراحی شده اند، بعبارتی دیگر تنها یک سینه ی پرس یا صفحه لغزنده دارند که برای حرکت پانچ به سوی ماتریس مورد استفاده قرار میگیرد.
البته گاها در این ماشینها از پینهای کمکی برای اعمال نیروی ورقگیر استفاده میشود که Cushion Pin نامیده میشوند.
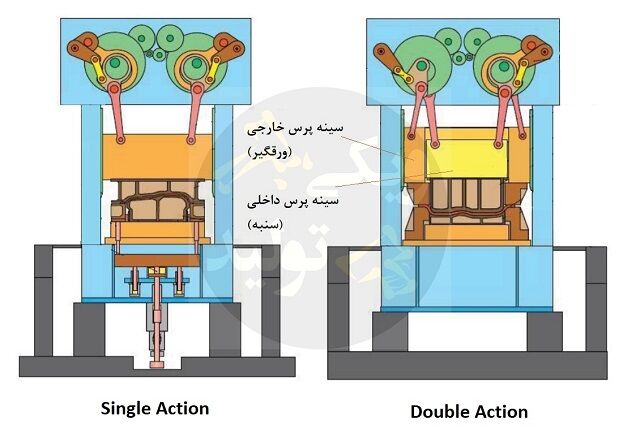
دستگاه پرس Double Action
در این ماشین آلات از دو سینه ی پرس (Ram) یا صفحه ی لغزنده استفاده میشود که معمولا یکی از آنها برای اعمال فشار سنبه و دیگری برای اعمال فشار ورقگیر مورد استفاده قرار میگیرد؛ جهت حرکت هر دوی این صفحات یکسان است که یکی از آنها به شکل صفحه ی چهارگوش توپر درون صفحه ی دیگر به شکل چهارگوش تو خالی قرار میگیرد. (Inner Slide و Outer Slide)
معمولا صفحه ی لغزنده ی داخلی (inner) برای نگهداری سنبه و لغزنده ی Outer برای اعمال فشار به ورقگیر است که هر کدام فشار و طول کورس مستقلی دارند و با توجه به ماهیت ورقگیر و الزام تماس زود هنگام آن با قطعه کار، طول کورس لغزنده (سینه ی پرس) خارجی کمتر از داخلی انتخاب میشود.
نکته: ممکن است بنا به نظر طراح، سینه پرس دوم (خارجی) در کاربردی به غیر از ورقگیر مورد استفاده قرار بگیرد.
ماشینهای پرس Triple Action
کاملا مشابه دستگاههای Double Action هستند با این تفاوت که یک لغزنده ی دیگر نیز در بخش تحتانی قالب (بستر پرس) تعبیه خواهد شد که پس از انجام عملکردهای اول و دوم نقش خود را ایفا خواهد کرد.
با توجه به تعداد زیاد عملگرها و الزام شروع عملکرد سوم پس از به پایان رسیدن عملکردهای اول و دوم، سرعت انجام فرآیند بالاتر از ماشینهای Single Action و Double Action میباشد.
در تصویر زیر یک پرس ۲۰۰ تن Triple Action نشان داده میشود:

۳- انواع ماشین پرس از نظر چهارچوب (Frame)
اصلیترین وظیفه ی چهارچوب (فریم) دستگاه های پرس، جذب ضربات و ارتعاشات و نگهداری از اجزای آن است که معمولا در دون نوع C-Frame (جلو باز) و Straight Side (ستونی) میباشند.
ماشین های پرس با چهارچوب Gap یا C-Frame
این فریم از نمای جانبی شباهت زیادی با حرف C دارد و به همین خاطر C-Frame یا Gap نامیده میشود. (در بعضی منابع فارسی به آن جلو باز نیز گفته میشود)
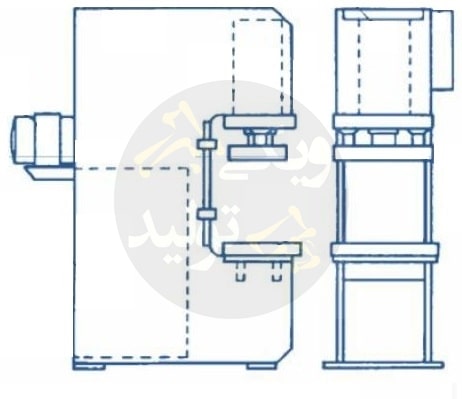
ویژگی اصلی این چهارچوب دسترسی به قالب از سه جهت روبه رو، راست و چپ است که بستن قالب روی دستگاه را نیز تا حد زیادی تسهیل مینماید.
جالب است که چهارچوب یکی از پارامترهای تاثیرگذار در ظرفیت تناژ دستگاه است چرا که با اعمال فشارهای سنگین احتمال تغییر شکل طولی و زاویه ای آن وجود دارد.
تغییر شکل در راستای حرکت پرس تاثیر چندانی در عملکرد دستگاه نداشته و به راحتی با تنظیم ارتفاع زیرسری یا طول کورس قابل جبران است، اما از سوی دیگر تغییر شکل زاویه ای منجر به کاهش دقت دستگاه و انطباق میان سنبه و ماتریس خواهد شد، لذا استفاده از این چهارچوب در تناژ بالاتر از ۲۵۰ تن توصیه نمیشود.
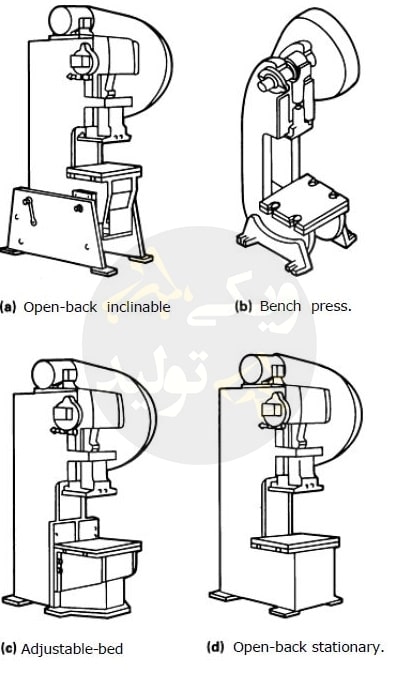
اگر فضای پشتی پرس بصورت باز طراحی شود به آن Open Back و در غیر اینصورت Solid Back میگویند.
نحوه ی خروج قطعه کار از قالب، یکی از موارد تاثیرگذار در افزایش سرعت تولید است که برای بهبود آن در بعضی موارد امکان زاویه دار کردن ماشین پرس یا زیر سری لحاظ میگردد، در چنین حالتی چهار چوب برای خروج محصول یا ضایعات بصورت Open Back طراحی شده و به آن Open Back Inclinableیا OBI گفته میشود؛ همچنین اگر زاویه ی پرس یا بستر آن غیر قابل تغییر باشد بعنوان Open Back Stationary یا OBS در نظر گرفته خواهد شد.
تصویر زیر انواع طرحهای بکار رفته در چهارچوب C-Frame را نمایش میدهد. (منبع تصاویر: جلد ۱۴ کتاب ASM)
دستگاههای پرس با چهارچوب Straight Side
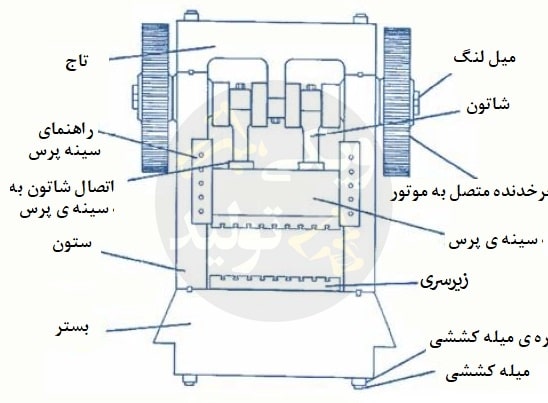
در طرفین این چهارچوب از دو یا چند ستون استفاده میشود که بیانگر علت نامگذاری آن است (Straight side)، همچنین در ناحیه فوقانی آن “تاج” (Crown) و در ناحیه زیرین “بستر پرس” یا Bed قرار میگیرد که با کمک میله های کششی (Tie Rod) به یکدیگر متصل میشوند. (البته در پرسهای کوچکتر ممکن است چهارچوب بصورت یکپارچه و صلب ساخته شود)
در این فریم تحت تاثیر نیروی پرسکاری احتمال تغییر شکل عمودی چهارچوب وجود خواهد داشت، با این حال تغییر شکل زاویه ای ندارد و بواسطه ی همین امتیاز مهم در تناژهای بالا قابل استفاده است. (۱۰۰۰ تن و بیشتر)

دستگاههای پرس سه و چهار ستونه (Piller)
پرسهای سه و چهار ستونه تنها برای ماشینهای پرس هیدرولیکی مورد استفاده قرار میگیرند و ظرفیت بالایی دارند.

یکنواختی نیرو و روان بودن حرکت از ویژگیهای مثبت این نوع از چهارچوب میباشد.
پرسهای قوسی شکل یا Arch Frame Press machines
استفاده از این فریم مرسوم نیست و برای تناژهای پایین مورد استفاده قرار میگیرد. (تنها در دستگاههای قدیمی قابل رویت است)

ممنون از تیم ویکی تولید…عالی بود توضیحات..فقط ویدیو نیز درموردش بااشه کاملتر میشه
بسیار عالی .متشکرم
مطالب در خصوص پرس ها به زبان فارسی ، کار ارزشمندی است که شما زحمت انجام آن را به دوش کشیده اید ، صمیمانه سپاسگزارم ، مطالب عالی بودند.
بسیار عالی و آموزنده
عرض سلام و خسته نباشید
مطالبتون فوق العاده بود . هم جامع و کامل هم پیوسته و منسجم.
ممنون از زحماتتون
خوب و مفید بود/ چوخ ساغ اول
سلام کاش چند نمونه کار هم میزاشتین که چه چیزهایی رو میشه با چه کیفیتی تولید کنه
بسیار عالی
نقشه های ساخت پرس ضربه ای و هیدرولیک رو از چه منابعی میتوان بدست آورد
جهت ساخت پرس دست ساز ظرفیت بالا،۱۰۰ تا ۴۰۰ تن
ممنون میشم راهنمایی فرمایید
???
بسیار عالی
خیلی ممنون
ممنون از توضيحات
سوالي داشتم مبني بر اينكه چگونه صفحه پرس بايد ساعت شود؟
ضمن تشکر از توضیحات نسبتاً کامل شما علم قالبسازی در دنیا پیشرفت سره کننده ای داشته و دستگاههای قالب چهار پنج مرحله ای تولید شده اند. که مانند چرخ خیاطی . عملیات پانج خمکاری و برش را لایک ضربه انجام می دهند. دیگر قالبهای تک مرحله ای که یک قطعه نیاز به چهار قالب و دستگاه داشت . منسوخ میشود. حتی پرسهای ضربه ای را به کمک PLCکاری میکنند . که به کمک جکهای پنوماتیکی در یک قالب هم پانج . هم خمکاری و هم برش را انجام دهد. پرسهای بریک. که واقعاً cncبه تمام معنا هستند. رول ورق را روی قیدر قرار میدهیم و یک نفر بزور میتواند قطعات تولید شده را در پالت قرار دهد. و کیفیت در حد یک دهم. اکثر بریک پرسهای موجود در بازار کارایران ترکیه ای هستند. من با توجه به وضعیت اسفناک صنعت . با بیست سال سابقه در صنعت تولید قطعات خودرو. عطایش را به لقایش بخشیدم . و به صنعت لوازم خانگی . ساخت پکیجهای رادیاتور روی آوردم. تعمیر کار قالب و پرس هستم. با پرس ضربه ای و قالیهایش چندان مشکل ندارم. ولی سه عدد بریک پرس داریم . که تعمیر کار قبلی راهنمای ترورها و وظیفه قسمتهای مختلف در آن بود برداشته رفته . و من را در چاله انداخته . از کلیه همکاران و صنعتگران که میتوانند جزو یا اطلاتی در زمینه کاربرد و ایرادات دستگاه پرس بریک ۶۰۰ تن درین لر drinllarاصلاعاتی دارند. من را در این وضعیت اقتصادی و خیم تنها نگذارند. که اگر اینکار را از دست بدهم. حتما زندگیم متلاشی خواهدشد. والسلام.