کفشک (Shoe) در قالب های فلزی
")
سنبه و ماتریس و اجزای دیگری همچون استوپرها، ورق گیر و … روی صفحاتی قرار میگیرند که اصطلاحا کفشک یا Shoe نامیده میشوند.
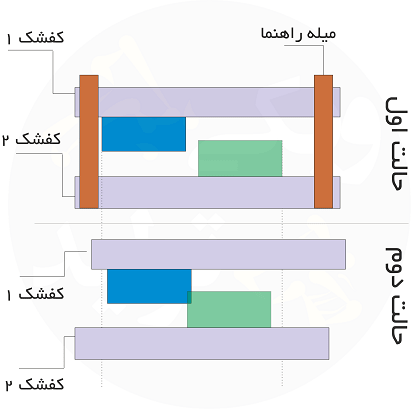
از سوی دیگر قالبهای فلزی شامل دو بخش مستقل ثابت و متحرک هستند که یکی از آنها میزبان سنبه و دیگری نگهدارنده ی ماتریس میباشد، لذا برای چیدمان اجزا به دو کفشک نیاز است که یکی از آنها روی بستر ثابت دستگاه پرس قرار گرفته و دیگری به فک متحرک آن متصل میشود.
علاوه بر کلمه ی Shoe در بعضی منابع به کفشک نگاه دارنده ی سنبه (و سایر ملحقات) Punch Holder و به کفشک نگهدارنده ی ماتریس (و سایر ملحقات) Die Holder گفته میشود.
در این مقاله کفشک ها و نقش آنها در قالبهای فلزی مورد بررسی قرار گرفته است.
نکته : بصورت کلی کفشکها با میله های راهنما و بوش ها (محل عبور میله های راهنما) خریداری میشوند که به این مجموعه در منابع یا کاتالوگهای انگلیسی Die Set میگویند.
مشخصات هندسی کفشک ها
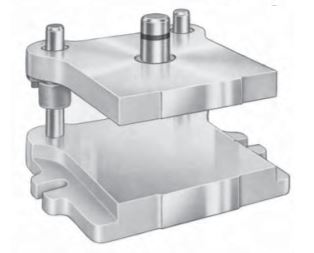
کفشک ها صفحات فلزی هستند که بواسطه ی چند میله راهنما موقعیت خود نسبت به بکدیگر را حفظ میکنند و سایر اجزای قالب با سوراخکاری سطوح آنها روی آنها مقید میشوند.

شکل کفشک
کفشک ها عموما بصورت مربعی با مستطیلی ساخته میشوند، با این حال شکل خاصی از کفشک نیز برای افزایش فضای مفید آن وجود دارد که محل قرار گیری بوشها را در خارج از چهارچوب اصلی کفشک قرار میدهد :

همچنین ممکن است در دو سمت کفشک ثابت برای تسهیل گیره بندی از جای پیچ مشابه شکل زیر استفاده شود:
ابعاد کفشکها
با توجه به ابعاد سنبه و ماتریس و سایر اجزای قالب ابعادی انتخاب میشود که فضای مورد نیاز برای تمامی قطعات را داشته باشد، البته کفشکهای پیش ساخته متناسب با نظر سازندگان در ابعاد مشخصی تولید میشوند و طراح قالب متناسب با نیاز خود بهینه ترین ابعاد را انتخاب خواهد کرد.
فضای مفید کفشک
موقعیت قرارگیری سوراخهای میل راهنما (محل نصب بوش) سبب میشود بخشهایی از کفشک قابل استفاده نباشد، لذا با کاهش تعداد میله های راهنما، فضای مفید افزایش خواهد یافت. (برای یک کفشک ۱۰ در ۱۰ سانتیمتر ممکن است تنها ۶ در ۱۰ سانتیمتر فضای مفید وجود داشته باشد)
بهتر است طراح کفشکی را برگزیند که فضای مفید آن ۱۵ تا ۳۰ درصد بیشتر از نیاز واقعی باشد تا در صورت نیاز به اضافه شدن اجزای جدید یا تغییر در شکل سنبه و ماتریس نیازی به تعوبض کفشک نباشد.
ضخامت کفشک ها
معمولا در کفشکهایی با ابعاد کوچک، بازای هر طول و عرض، یک ضخامت و در ابعاد متوسط یا بزرگ، دو یا چند ضخامت مختلف عرضه میشود، پس در بسیاری از مواقع طراح قدرت چندانی در انتخاب ضخامت کفشک ندارد.
موقعیت و تعداد سوراخهای میله راهنما
میله های راهنما برای رعایت انطباق میان کفشک ثابت و متحرک مورد استفاده قرار میگیرند و تعداد آنها بر مبنای تناژ پرس و نحوه ی توزیع نیرو در فرآیند شکل دهی یا برش انتخاب میشود. مطابق با اصل اولیه ی موقعیت دهی، حداقل تعداد میله های راهنما برای مقید ساختن کفشک ها دو عدد میباشد که با توجه به لرزشها و نیروهای جانبی ایجاد شده در حین فرآیند، کفشک هایی با سه یا چهار میله راهنما نیز مورد استفاده قرار میگیرند.

اهمیت کفشک در قالبهای فلزی
در هر دو فرآیند شکل دهی (خم، کشش) و برشکاری فواصل میان سنبه، ماتریس و ورقگیر (در صورت استفاده) اهمیت زیادی در کیفیت نهایی محصول و عمر قالب خواهند داشت، همچنین هنگام جابجایی بخش متحرک در صورت برخورد و درگیری اجزای قالب فرآیند شکل دهی تکمیل نشده و احتمال شکستن اجزای قالب وجود خواهد داشت.
کارکرد صحیح قالب زمانی امکان پذیر است که میان اجزای ثابت و متحرک آن هماهنگی و انطباق بالایی وجود داشته باشد، پارامترهای تاثیرگذار در این انطباق عبارتند از:
- دقت ساخت قطعات و اجزای قالب
لازم است قطعات اصلی قالب شامل سنبه، ماتریس و ورق گیر با دقت مناسبی ماشینکاری و ساخته شوند، هر چند قالبسازان باتجربه از لبه ها و سطوح آنها بعنوان مبنای موقعیت دهی سایر قطعات استفاده نخواهند کرد. (بعبارت دیگر خطای ابعادی یک قطعه نباید تاثیری در موقعیت قرارگیری سایر قطعات داشته باشد)
- دقت مونتاژ قطعات در بخش های ثابت و متحرک قالب
با موقعیت دهی اشتباه قطعات در حین مونتاژ احتمال شکستن اجزای قالب، کشیدگی یا پارگی ورق، آسیب دیدگی سطح قطعه کار و … افزایش میابد.
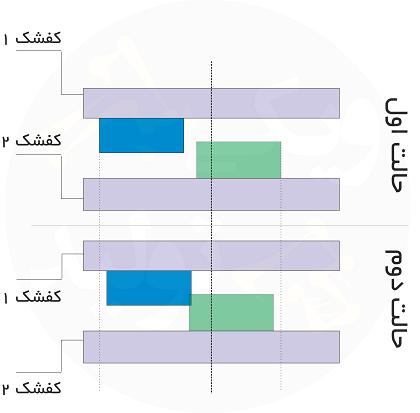
- تختی و صافی سطح نشیمنگاه قطعات
اگر بستر قرارگیری اجزای قالب مسطح نباشد، با تغییر تلورانسها و محل قرارگیری لبه های سنبه و ماتریس از دقت محصول نهایی کاسته میشود، در موارد شدیدتر (تختی کمتر) احتمال برخورد قطعات و شکست خوردن فرآیند شکل دهی (یا برشکاری) نیز وجود خواهد داشت.
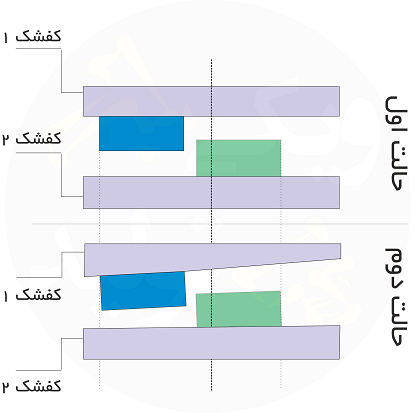
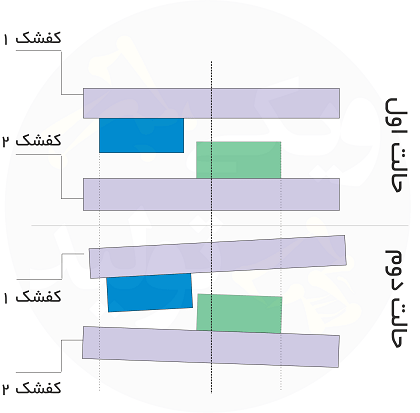
- موقعیت قرارگیری بخش های فوقانی و زیرین قالب در محورهای X و Y
لازم است بخش متحرک و ثابت قالب کاملا منطبق بر هم باشند تا با عملکرد صحیح و دقیق سنبه و ماتریس، فرآیند شکل دهی با دقت بالایی انجام شود.
موارد سوم و چهارم تا حد زیادی با کمک کفشکها قابل کنترل خواهند بود، سطوح فوقانی و زیرین کفشک (متناسب با نیاز مشتری) سنگ زده شده و تختی (بعنوان تلورانس هندسی) و صافی سطح قابل قبولی دارند. (مورد سوم)
همچنین بخش های ثابت و متحرک قالب (کفشکهای نگهدارنده ی سنبه و ماتریس) بواسطه ی میله های راهنما و بوشها نسبت به یکدیگر مقید هستند. (مورد چهارم)
لذا کفشکها تنها قطعه ای برای نگهداری اجزای قالب نیستند، بلکه اهمیت اصلی آنها افزایش دقت و تسهیل شرایط مونتاژ قالب است. (با حذف بخشی از عوامل کاهنده ی خطا)
در چه شرایطی نیازی به استفاده از کفشک نیست؟
استفاده از کفشک به شکل محصول نهایی، پیچیدگی قالب و تیراژ آن بستگی دارد. در صورتیکه نیازی به استفاده از ورق گیر نباشد یا دقت نهایی محصول اهمیت زیادی نداشته باشد (در حد خمهای ساده) و تیراژ محصول متوسط یا کم باشد طراحی قالب بدون کفشکهای استاندارد امکان پذیر است.
البته بدیهی است که نهایتا برای جای گیری قطعات قالب نیازمند استفاده از صفحات فلزی هستیم، با این حال میتوان از تهیه ی مجموعه کفشک استاندارد خودداری نماییم.
جنس کفشک چیست؟
در اکثر موارد کفشک ها فولادی هستند، با این حال در تناژهای متوسط یا اندک استفاده از آلومینیوم برای جذب بیشتر ضربه و کاهش هزینه ی ماشینکاری رایج است.
علاوه بر کفشکهای فولادی و آلومینیومی، کفشک های چدنی نیز قابلیت جذب ضربه را داشته و از سوی بعضی تولیدکنندگان کفشک عرضه میشوند.
چرا بهتر است از کفشکهای استاندارد استفاده شود؟
همانطور که گفته شد اصلیترین دلایل استفاده از کفشک ها تختی زیاد محل قرار گیری قطعات و موقعیت دهی صحیح بخشهای متحرک و ثابت قالب نسبت به یکدیگر است که نیازمند ماشینکاری دقیق سطوح و سوراخهای میله راهنماست، لذا در بسیاری از موارد تولید آن در مقیاس غیرانبوه صرفه ی اقتصادی ندارد.
بخاطر داشته باشید که کفشکها تحت فشارهای بسیار زیادی قرار میگیرند و لازم است در شرایط بحرانی و پرفشار نیز منطبق بر یکدیگر باشند، همچنین کفشک ها مبنای موقعیت دهی بسیاری از اجزای قالب هستند و عملیات ماشینکاری متعددی روی آنها انجام میشود که اصلاح یا تغییر آنها شامل هزینه های زیادی خواهد شد.
نحوه ی سفارش دادن کفشک به چه صورتی میباشد؟
استاندارد مشترکی برای تولیدکنندگان کفشک وجود ندارد و معمولا سازندگان محصولات خود را با ابعاد و هندسه های متفاوتی عرضه میکنند.
لازم است در گام اول مساحت مفید مورد نیاز، تناژ پرس و اندازه ی نیروهای جانبی تعیین شده و در گام دوم با مراجعه به کاتالوگ سازندگان بهترین کفشک را انتخاب نمایید.
نکته : پاراگراف بالا در اغلب موارد بصورت کامل رخ نمیدهد و طراح تنها بر مبنای مساحت مفید مورد نیاز اقدام به سفارش کفشک میکند.
علاوه بر مشخصات هندسی کفشکها، لازم است نوع بوش، میله راهنما و طول آن نیز بصورت مجزا انتخاب شود.
چه زمانی نیازمند استفاده از کفشکهای سفارشی خواهید بود؟
در سه حالت ممکن است نیازمند استفاده از کفشک های سفارشی باشید :
۱- در قالبهای بزرگ ممکن است ابعاد مورد نیاز فاصله ی زیادی با کفشکهای پیش ساخته داشته باشد، در این حالت لازم است کفشک مطلوب را سفارش دهید. همچنین در صورت زیاد بودن تعداد قالب ها و کم بودن تناژ پرس ممکن است نیازمند سفارش مجموعه کفشک هایی با ضخامت اندک باشید.
۲- در صورتی که تعداد زیادی قالب با ابعاد مشابه مورد نیاز باشد.
۳- در مواردی که تناژ پرس بسیار زیاد است و ضخامت های ارائه شده کافی نیست. (بخصوص در قالبهای بزرگ)
نکته: در کفشکهای سفارشی بهتر است برای کاهش هزینه از سنگ زنی سطوح غیرمبنا خودداری شود.
کاتالوگها و جداول استاندارد مطرحترین برندهای کفشک
در ادامه لینک دانلود سه کاتالوگ کفشک بهمراه جداول مشخصات هندسی، میله های راهنما و بوش قرار داده شده است:
کاتالوگ مجموعه کفشک ها، میله راهنما و بوش Lempco
کاتالوگ مجموعه کفشک ها، میله راهنما و بوش Danly
شاید عناوین زیر برای شما مفید باشند:
")
برای پانچ کردن پروفیل z باید چه نوع قالبی را انتخاب کرد؟
سلام من قالبساز هستم و معمولا برایکم کردن زمان پروژه از کفشک های استاندارد استفاده می کنم.